Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Изготовление штамповок горячим выдавливанием на прессах с подвижным контейнером
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке выдавливанием деталей переменного сечения на гидравлических прессах с подвижным контейнером. Нагретую заготовку подают в контейнер, производят распрессовку заготовки в контейнере пресс-шайбой и прессование части заготовки в матрицу, входящую в состав матричного узла. При этом формируют штамповку с частью постоянного сечения и получают на указанной штамповке утолщение путем осадки оставшейся части заготовки. Часть матричного узла размещают в контейнере из условия обеспечения сопряжения их плоскостей. Осадку оставшейся части заготовки при формировании утолщения осуществляют в полости между сопрягаемыми плоскостями матричного узла и контейнера. Указанную полость образуют путем перемещения матричного узла относительно контейнера перед формированием утолщения. Осадку производят путем синхронного перемещения пресс-шайбы и контейнера. В результате обеспечивается возможность получения за один технологический переход штамповок сложной внутренней и наружной конфигурации, сокращается номенклатура технологического инструмента и улучшается качество полученных изделий.
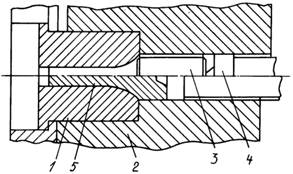
Рис. 1 – Схема процесса
Известно, что на величину пластической деформации, которую можно достичь без разрушения (предельная деформация), оказывают влияние многие факторы, основные из которых механические свойства металла (сплава), температурно-скоростные условия деформирования и схема напряженного состояния. Последний фактор оказывает большое влияние на значение предельной деформации. Наибольшая предельная деформация достигается при отсутствии растягивающих напряжений и увеличении сжимающих. Одной из наиболее оптимальных схем обработки металлов давлением является штамповка выдавливанием, при которой пластическое деформирование происходит в условиях всестороннего, неравномерного сжатия, что позволяет получить без разрушения заготовки весьма большую степень деформации как в направлении, совпадающем с движением пуансона, так и в боковом направлении, не совпадающем с движением пуансона. Горячее выдавливание как технологическая операция объемной штамповки применяется для изготовления широкой номенклатуры деталей (Соколов Н. Л. Горячая штамповка выдавливанием стальных деталей, М., Машиностроение, 1967 г., стр.25-31).
Техническим результатом, достигаемым при осуществлении изобретения, является получение за один технологический переход штамповок сложной внутренней и наружной конфигурации, в т. ч. с утолщением на наружной поверхности, сокращение номенклатуры технологического инструмента, улучшение качества поверхностей и стабильности геометрических размеров изделий, снижение энергоемкости и трудозатрат и увеличение возможностей универсального прессового оборудования.
Указанный технический результат достигается тем, что в предлагаемом способе изготовления штамповок горячим выдавливанием на прессах с подвижным контейнером, включающем подачу нагретой заготовки в контейнер, распрессовку заготовки в контейнере пресс-шайбой, прессование части заготовки в матрицу, входящую в состав матричного узла, с формированием штамповки с частью постоянного сечения и формирование на указанной штамповке утолщения путем осадки оставшейся части заготовки, часть матричного узла размещают в контейнере из условий обеспечения сопряжения их плоскостей, а осадку оставшейся части заготовки при формировании утолщения осуществляют в полости между сопрягаемыми плоскостями матричного узла и контейнера, которую образуют путем перемещения матричного узла относительно контейнера перед формированием утолщения, а осадку производят путем синхронного перемещения пресс-шайбы и контейнера.
Способ позволяет использовать прямое, обратное и боковое выдавливание, а также их комбинации. Матричный узел в составе матрицедержателя и матрицы может компоноваться из нескольких технологичных в изготовлении деталей. При этом формирование штамповки производится с одного нагрева одним комплектом инструмента. Вследствие этого снижаются трудозатраты, энергоемкость технологического процесса и сокращается номенклатура технологического инструмента. Оптимальный подбор процессов обработки металлов давлением, а также применяемого инструмента позволяет расширять номенклатуру изготовляемых деталей, увеличивать их диапазон по массе и размерам, а также повышать точность размеров штамповок и качества их поверхностей.
Возможно также при изготовлении штамповок, имеющих наряду с указанным утолщением утолщение на боковой поверхности, использовать сборную матрицу, а формирование утолщения на боковой поверхности осуществлять в полость, которую образуют между частями сборной матрицы.
Одна из составных частей матрицы имеет свободное осевое перемещение, которое осуществляется одновременно с перемещением контейнера.
На Рис.1 и 2 представлена технологическая схема штамповки монолитного стержня с фланцем, имеющим углубления на заднем торце штамповки: на фиг.1 - вверху исходное положение перед операцией прессования матрицы 1, контейнера 2, заготовки 3 и пресс-шайбы (с фигурным выступом) 4, внизу - выдавливание стержня 5 и образование углубления на заднем торце заготовки; на фиг.2 вверху - образование полости 6 между контейнером и матрицей отводом контейнера, внизу - формирование фланца 7 после осадки заготовки с одновременным перемещением контейнера и пресс-шайбы.
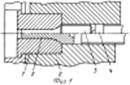
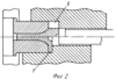
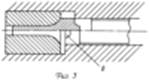
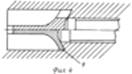
Рис.1 Рис.2 Рис.3 Рис.4
На рис.3 - то же, что на фиг.1 и 2 с формированием выступа 8 на заднем торце штамповки.
На рис.4 - то же, что на фиг.1 и 2 с формированием конического фланца 9.
На рис.5 - то же, что на фиг.1 и 2 с формированием ступенчатого стержня.

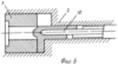
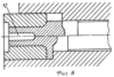
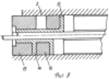
Рис.5 Рис.6 Рис.7 Рис.8 Рис.6
На рис.6 представлена технологическая схема штамповки стакана с фланцем, вверху - формирование стакана методом обратного выдавливания в зазор между пресс-иглой 10 и контейнером 2, внизу - штамповка утолщения, образованного отводом контейнером 2 от матрицы 1.
На фиг.7 штамповка полого изделия с фланцем: вверху - прямое выдавливание полого элемента в зазор между пресс-иглой 10 и фильерой матрицы 13, внизу - штамповка утолщения (фланца) 11.
На фиг.8: вверху - прямое выпрессовывание глухого полого элемента 12, внизу - штамповка утолщения.
На фиг.9: вверху - схема штамповки полого изделия с фланцем 13 в полость, образованную торцевой поверхностью матрицы и контейнера, внизу - штамповка утолщения на боковой поверхности детали в полость 14, образованную между двумя частями сборной матрицы 15 и 16, причем полость 14 образуется путем совместного отвода контейнера 2 и подвижной части матрицы 16. Подвижная часть матрицы разборная, что обеспечивает ее снятие после извлечения детали.
Данный способ позволяет с одного установа заготовки производить оформления сложных внутренних и наружных поверхностей штамповки. Последовательным оформлением внутреннего и внешнего контура детали уменьшают усилие штамповки, увеличивают стойкость инструмента и повышают качество детали. Изобретение обеспечивает безотходность процесса, минимизацию удельных усилий на инструмент и повышение его стойкости, высокое качество изделий, расширение технологических возможностей горячей объемной штамповки по увеличению сложности формы внешнего контура и полости и улучшению служебных свойств деталей с использованием металлов и сплавов повышенной прочности. Также значительно расширяются технологические возможности универсальных гидравлических прессов с подвижным контейнером.
| <== предыдущая страница | | | следующая страница ==> |
| Повышение механических свойств УМЗ материалов, полученных РКУ прессованием | | | Применение многоцикловой прокатки для изготовления многослойнго ленточного наноструктурного композита |
Дата добавления: 2014-05-20; просмотров: 279; Нарушение авторских прав

Мы поможем в написании ваших работ!