Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Способы и технология обработки наружных и внутренних конических поверхностей
В технике часто применяются детали с наружными и внутренними коническими поверхностями, например конические зубчатые колеса и втулки, ролики конических подшипников и др
Уклон конуса и конусность обычно выражают отношением 1:10; 1:50 или десятичной дробью: 0,1; 0,05 и т.д.
Чтобы определить угол наклона при обработке конических поверхностей, используют специальные таблицы или эмпирическую формулу
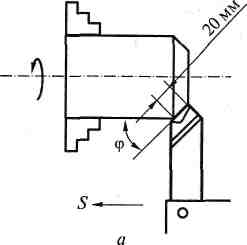
Наружные и внутренние конические поверхности длиной до 20 мм обрабатывают широким резцом, у которого главный угол в плане равен углу наклона конической поверхности. При этом для установки резца применяют установочный шаблон, который прижимают к цилиндрической поверхности заготовки, а к наклонной рабочей поверхности шаблона подводят резец, затем шаблон убирают и резец подают к заготовке (рис. 1, а).
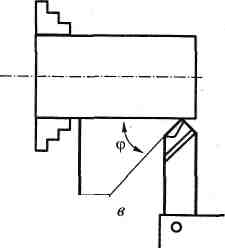
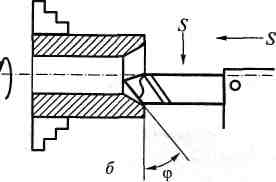
Рис.1. Варианты обработка конических поверхностей заготовок:
а — снятие фаски и обработки поверхности конической (наружной);
б— обработка короткой конической поверхности широким резцом;
в — установка резца по шаблону широким резцом перед обработкой заготовки
Универсальным способом обработки конических поверхностей является способ поворота верхних салазок суппорта. Поворотная плита суппорта вместе с верхними салазками может поворачиваться относительно поперечных салазок. Для этого освобождают гайки винтов крепления плиты.
Контроль угла поворота с точностью до 1° осуществляют по делениям плиты.
Перед растачиванием конического отверстия в сплошной заготовке предварительно сверлят отверстие диаметром меньше малого диаметра конуса. Для облегчения растачивания длинного отверстия по конусу обычно применяют ступенчатое рассверливание, устанавливая разность размеров ступеней в пределах 1,5—2,5 мм на сторону.
Способ поворота верхних салазок суппорта позволяет обрабатывать конические поверхности с любым углом уклона, характеризуется простотой наладки станка.
Но этот способ не применим для обработки длинных конических поверхностей из-за того, что длина обработки ограничена ходом верхних салазок суппорта; поэтому обработка производится ручной подачей, что снижает производительность и ухудшает качество обработанной поверхности.
Копировальную (конусную) линейку применяют в тех случаях, когда обрабатывают большие партии заготовок с коническими поверхностями. Конусная линейка, которой оснащены некоторые модели токарных станков, располагается сбоку станка — напротив суппорта и может поворачиваться на некоторый угол. Поперечные салазки суппорта станка отсоединяют от винта и специальной тягой с сухарем присоединяют к конусной линейке (сухарь — небольшая металлическая подкладка с отверстием в месте соединения тяги с конусной линейкой). При продольной подаче каретки поперечные салазки суппорта под действием линейки смещаются в поперечном направлении, в результате чего резец движется под углом к оси заготовки и обрабатывает заготовку, образуя коническую поверхность. Этот способ обеспечивает высокопроизводительную и точную обработку наружных и внутренних конических поверхностей с углом наклона до 10—12°.
Способ комбинирования продольной и поперечной подач суппорта для обтачивания корпусов с целью получения заданной конической поверхности осуществляют на длинных заготовках, у которых длина образующих конуса превышает длину хода верхней каретки суппорта.
Занятие № 6
| <== предыдущая страница | | | следующая страница ==> |
| Режущий инструмент: способы установки, принципы выбора, характер работы режущих кромок | | | ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ |
Дата добавления: 2014-05-28; просмотров: 820; Нарушение авторских прав

Мы поможем в написании ваших работ!