Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Режущий инструмент, приспособления, режимы обработки
Плашки используют для нарезания наружной крепежной резьбы треугольного профиля с шагом до 2 мм, а также для калибрования резьбы с крупным шагом, предварительно нарезанной резцом. Внешне плашка похожа на гайку.
Плашки изготовляют из инструментальной быстрорежущей стали Р12 или Р6М5, Р9К5; они имеют такую резьбу в режущей и калибрующей части (рабочей), которую требуется нарезать у данной детали (например, болта или винта). В зависимости от размеров в плашке просверливают от 3 до 8 отверстий, пересекающих ее резьбу. На пересечении поверхности отверстий с поверхностью резьбы формируются режущие гребенки, причем благодаря фаскам эти гребенки имеют режущие части, которые нарезают резьбу в соответствии с заданными параметрами. На цилиндрическом участке резьбы формируется калибрующая часть плашки (имеющая от 5 до 6 витков), которая калибрует резьбу по размеру и обеспечивает требуемую шероховатость резьбовой поверхности. Размер нарезаемой резьбы маркируется на торце плашки.
Резьбонарезная плашка устанавливается в ручном плашко-держателе (приспособлении для установки и закрепления плашки) — воротке (при нарезании резьбы вручную) или закрепляется в специальном качающемся самовыдвижном плашко-держателе, который устанавливают в пиноли задней бабки. Последний метод закрепления плашки — более совершенный и безопасный. Перед нарезанием резьбы плашкой заготовку (стержень, металлический пруток) обтачивают на несколько меньший диаметр, чем диаметр нарезаемой резьбы, чтобы компенсировать некоторое выдавливание металла в процессе резьбообразования. Диаметр заготовки под нарезание резьбы плашкой технологи подбирают по справочнику. Перед началом нарезания резьбы на торце заготовки резцом протачивают фаску для облегчения захода плашки. Нарезание резьбы плашками выполняют со скоростью резания от 2 до 4 м/мин при нарезании резьбы на стальных заготовках и чугунных и до 10 м/мин на заготовках из цветных металлов и их сплавов.
При нарезании резьбы плашками обязательно применяют СОЖ. После нарезания резьбы плашку свинчивают с заготовки.
Плашки используют с двух сторон: после износа режущей части с одной стороны плашку переворачивают в плашкодержателе и нарезание резьбы выполняют другой стороной.
Метчики, изготовленные из инструментальной быстрорежущей стали марки Р12 или Р6М5, Р9К5, служат для нарезания внутренних крепежных резьб диаметром до 20 мм (рис. 3).
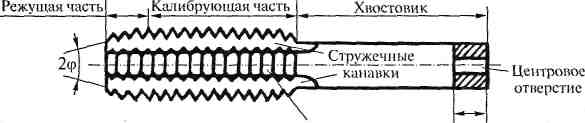
Рис. 3. Метчик в разрезе
Метчик — это винт с продольными стружечными канавками, резьба которого имеет тот же диаметр, шаг и угол профиля резьбы, что и нарезаемая им резьба. На пересечениях канавок с витками резьбы образуются резьбовые гребенки. Нарезание резьбы выполняется режущей (заборной) частью метчика, где высота режущих зубьев повышается постепенно к началу калибрующей части (она занимает большую часть рабочей части метчика). По мере ввинчивания метчика в отверстие режущая часть прорезает резьбовые канавки; при этом каждый зуб срезает небольшую часть припуска и после прохода режущей части резьба приобретает полный профиль. Зубья на режущей части метчика затылованы, благодаря чему образуется задний угол, облегчающий процесс резания. За режущей частью метчика расположена калибрующая часть, которая не имеет затыловки и служит для направления метчика по резьбе и зачистки (т.е. калибрования) профиля резьбы. Затупившийся метчик затачивают по передним поверхностям режущих гребенок, т.е. по дну стружечной канавки, и после переточки диаметр резьбы не изменяется, так как на калибрующей части не имеется заднего угла.
По числу перьев различают трех- и четырех перьевые метчики.
По назначению метчики бывают ручные (слесарные), машинные и гаечные с удлиненным хвостовиком.
Ручные метчики применяют комплектом из двух или трех штук, между которыми распределяется припуск на обработку. На каждом метчике обозначены марка стали, из которой выполнен метчик, и размер резьбы. Чтобы различать метчики комплекта, на хвостовике каждого метчика нанесено соответствующее количество кольцевых рисок. При нарезании резьбы в отверстиях заготовок диаметра 8—10 мм метчиком вручную пользуются слесарным воротком, который насаживают на квадратный хвостовик метчика.
Шахматные метчики со срезанными через один зубьями применяют в тех случаях, когда необходимо нарезать резьбу в отверстиях заготовок (деталей) из нержавеющей и жаропрочной стали. В этом случае образующаяся между зубьями широкая впадина способствует хорошему размещению стружки, устраняет опасность заклинивания метчика от наростообразования.
Метчики со спиральными канавками обладают повышенной стойкостью. При правом наклоне канавок (для правого метчика) облегчается вывод стружки при нарезании резьбы. При нарезании резьбы метчик ввинчивается в резьбу, и его затем нужно вывинчивать.
Нарезание резьбы метчиками в отверстиях заготовок или деталей требует применения смазочно-охлаждающей жидкости.
Занятие № 8
| <== предыдущая страница | | | следующая страница ==> |
| Понятие резьбовой поверхности. Виды крепежных резьб | | | ОТДЕЛКА ПОВЕРХНОСТЕЙ |
Дата добавления: 2014-05-28; просмотров: 483; Нарушение авторских прав

Мы поможем в написании ваших работ!