Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Анализ и прогноз путей и стратегий станкостроения
Зарождение и развитие различных методов обработки материалов и способов изготовления изделий исторически имеет различные причины, однако подчиняется действию определенных законов природы и человеческого общества. Одной из важнейших причин создания человеком способов обработки резанием является стремление добиться высокой производительности процесса изготовления изделия при сохранении присущей человеку способности к творчеству, к созданию уникальных по своим качествам изделий. Ручной труд обеспечивает уникальность изделий. Механизированный труд обеспечивает воспроизведение подобных изделий с высокой производительностью при снижении степени уникальности. Перспектива разработки способа точного повторения подобных изделий при их воспроизводстве машинными средствами становиться сейчас вполне реальной в рамках новых перспективных нанотехнологий. Понятие «клон», пока относящееся к сфере живых объектов, в недалеком будущем может занять значимое место и в сфере материального «неживого» производства.
Системное исследование истории развития объектов инженерной деятельности, машин, механизмов и, в частности, металлорежущих станков, позволяет предсказывать направления их развития и разрабатывать рекомендации по достижению конкретных целей. Например, перспективной является задача повышения производительности обработки резанием при сохранении высокого уровня свойств изделий. Перспективной, но до сих пор нерешенной является задача уменьшения трудозатрат при увеличении номенклатуры производимых изделий. Известно, что переход от единичного, мелкомасштабного производства к массовому производству влечет за собой снижение себестоимости продукции при одновременном снижении уровня показателей качества. Но такая причинно-следственная связь не может удовлетворять ни производителя, ни потребителя продукции. Современное производство развивается по пути, в пределе которого должна появится возможность получения уникальных изделий в массовых масштабах (не клонов) при наивысшем уровне показателей качества. Уже сейчас действуют заводы, производящие уникальные изделия в крупных масштабах с достаточно высокой производительностью. Например, заводы «Феррари» в Италии уже давно наладили масштабное производство уникальных автомобилей модели 599. Специалисты завода разработали технологии тиражирования партий уникальных сверхмощных двигателей.
Станкостроение от начала до наших дней претерпевает различные модернизации, изменения стратегий развития. Создание функционально отличных групп станков, т.е. их специализация и универсальность, многофункциональность, агрегатирование сменяют друг друга в истории развития металлорежущих станков.
Станки для обработки изделий первоначально имели признаки многофункциональных – т.е. объединяющих в одной конструкции элементы, предназначенные для выполнения различных функций и задач. Первые устройства для получения поверхностей вращения нельзя отнести к какой-либо группе станков (токарной, сверлильной, шлифовальной) в современном представлении. Напомним высказывание, приведенное в учебнике Ф.Загорского, «…Древнейшее устройство, иногда неправильно называемое сверлильным станком, в действительности являлось скорее абразивным…Оно (это устройство) было предшественником станков всех типов, первым из которых оформился токарный станок…».
Почему токарный и что же такое станок? Ответив на эти вопросы, мы сможем установить хронологию развития устройств, предназначенных для механизированной обработки резанием с целью изготовления деталей различной формы и различными тиражами.
Станок — машина, используемая (как правило, в промышленности) для обработки различных материалов, либо приспособление для выполнения чего-либо.
Это определение не содержит важной особенности станка – его стационарности. Само понятие станок – это стационарное, т.е. установленное на земле, имеющее станину (т.е. основание) изделие. Именно из таких соображений и составляется хронология развития станков, в частности, металлорежущих. Следует отметить, что станина не является обязательным элементом конструкции станков для обработки деревянных изделий, изделий из кости и других материалов с невысокими прочностными характеристиками.
В настоящее время стационарность станка уже не является обязательной, однако обязательность станины (основания) остается. Следовательно, станок – это машина, обладающая основанием. И неважно, это стационарная машина или мобильная, передвижная. Например, настольный сверлильный станок, сверлильный станок с магнитным основанием – это передвижные станки, функциональные характеристики которых не зависят от месторасположения станка.
Но существует великое множество машин, имеющих основание и не закрепленных на земле, т.е. мобильных, которые не причисляют к классу станков. Например, автомобиль, самолет и другие транспортные средства, будучи машинами, не являются станками. Следовательно, важнейшим признаком станка является его способность (функция) обработки с целью изготовления различной продукции. Учитывая вышесказанное, имеет смысл пересмотреть взгляды на историю создания и этапы формирования различных станков.
Агрегат— (от aggregatus – собрание, совокупность) – механическое соединение разнородных или однородных частей. Совокупность двух и более разнотипных машин, аппаратов, которые действуют вместе, сообща (например, турбина и компрессор образуют турбокомпрессор). Однако есть и другое определение понятия агрегат – часть сложной машины, которая представляет собой законченное целое и самостоятельно выполняет определенные функции (например, двигатель в автомобиле)
Еще в древние, далекие времена был изобретен сверлильный станок, задолго до того, как люди вообще узнали о существовании железа, не говоря уже о том, чтобы научиться его обрабатывать. Первым станком для сверления отверстий являлось приспособление, с помощью которого люди в древности добывали огонь и получали отверстия в орудиях охоты и труда. Прастанок выполнял различные бытовые задачи: обрабатывал отверстия, служил средством для добывания огня и т.п. Таким образом прастанок был универсальным мобильным устройством.
Датой рождения токарного станка считают 650 год до н.э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Возникла стратегия специализации, которая доминировала 2000 лет.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. Этот этап означал появление станка стационарного.
Впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на современный универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях.
С середины XVIII в параллельно развиваются обе стратегии – специализации и универсализации.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов.
Во второй половине XIX в. были введены элементы, обеспечивающие полную механизацию обработки - блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали.
Основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации - револьверного станка.
Это означает появление и развитие нового направления стратегии универсализации - многофункциональность.
В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов и развитие стратегии специализации.
Следующий этап - автоматизациятокарных станков
Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер.
С середины ХХ века с появлением и использованием средств ЧПУ – многофункциональность (универсальность функций) становится генеральной стратегией развития станков.
В настоящее время специализированные токарные станки и универсальные (с ручным управлением) токарные станки продолжают совершенствоваться, однако их вытесняют многофункциональные станки, объединяющие в себе различные виды и методы обработки резанием, способные к последовательному и параллельному применению совокупности движений резания, соответствующих разным видам обработки и к последовательному и параллельному применению различных видов и типов режущих инструментов – лезвийного и абразивного и их модификаций.
Компьютеризация– создает гибкую систему формирования программы действий сложного агрегата с возможностью адресного локального управления отдельными элементами металлорежущего станка. На этой базе логично возникает возможность развития многофункциональности металлорежущего станка.
Миниатюризация силовых агрегатов и приводов – создает систему адресного локального управляющего воздействия на элементы металлорежущего станка.
В перспективе возможно доведение управляющего программируемого силового воздействия непосредственно в зону резания. Это означает появление новой стратегии конструирования металлорежущих станков. В качестве одной из перспектив может быть создание системы режущих автономных устройств с автономными силовыми приводами и дистанционной системой управления. В этом случае вместо обрабатывающего агрегата возникает комплекс автономных обрабатывающих блоков, ориентированных на обработку комплекса поверхностей объекта любой сложной формы и размеров. Отпадает потребность в базировании данного объекта и, как следствие, отпадает потребность в станине, объединяющей обрабатывающие блоки в единый станок.
Этапы развития металлорежущих станков и связанные с ними стратегии в станкостроении и технологии машиностроения схематически показаны на рисунке 1.
Основные аббревиатуры и определения.
ОТМ – основы технологии машиностроения. Научные основы, теоретический базис технологии машиностроения (см. раздел 3 - формирование научных основ технологии машиностроения)
ССП – стратегия специализации. Периодически возникает в истории в качестве основного направления развития станкостроения для решения текущих проблем машиностроения.
СМФ – стратегия многофункциональности. Одно из генеральных путей развития станкостроения.
СА – стратегия автономности. Определяет возможность адресного воздействия на исполнительные и силовые элементы станка.
Автономность, минипривод –стратегии технических решенийв направлении обеспечения адресности управления станком.
Компьютеризация -стратегия технических решений в направлении обеспечения автоматизации работы станков и станочных комплексов.
Гибкость, точность, управляемость, универсальность, адресность – основные функциональные показатели работы станка, определяющие возможность применения и развития стратегии многофункциональности.
Уникальность, массовость, себестоимость – основные показатели, характеризующие области применения станка и особенности технико-экономические показатели выускаемой продукции.
Агрегатирование – стратегия технических решений в направлении обеспечения одновременности выполнения станком различных операций обработки деталей. Обеспечивает повышение производительности за счет сокращения вспомогательного времени.
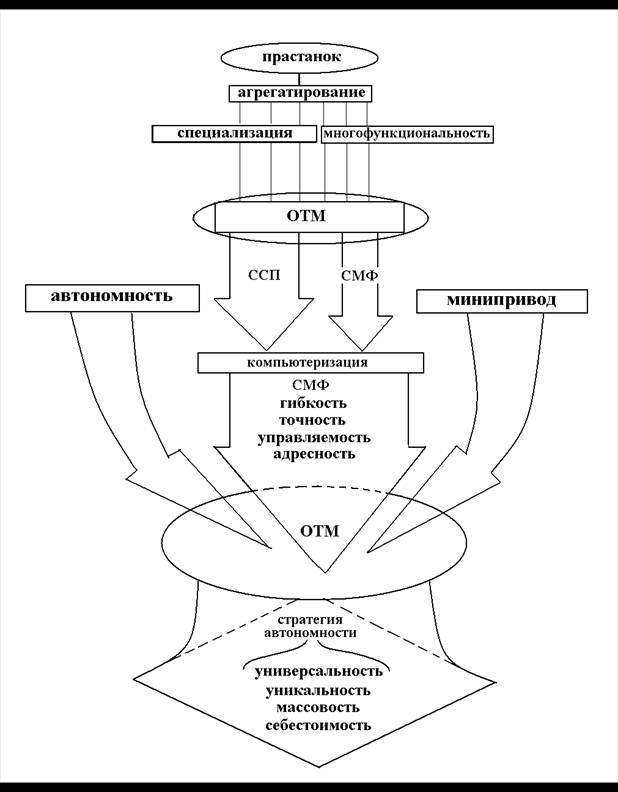
Рисунок 1 – Схема этапов развития станков и стратегий технологии машиностроения
| <== предыдущая страница | | | следующая страница ==> |
| Конструкторские мотивы формирования стратегий станкостроения | | | Анализ путей развития и стратегий технологии машиностроения |
Дата добавления: 2014-09-10; просмотров: 650; Нарушение авторских прав

Мы поможем в написании ваших работ!