Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Ручная дуговая сварка. 4-сварочная ванна жидкого металла
|
Читайте также: |
Схема
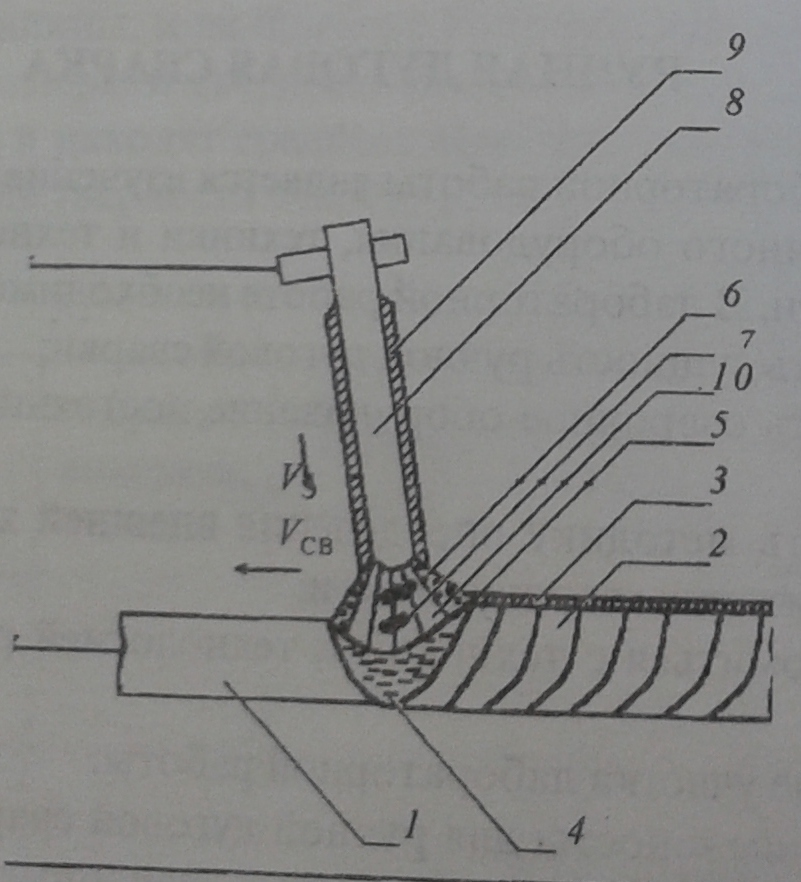
1-основной металл
2-сварной шов
3-шлаковая корка
4-сварочная ванна жидкого металла
5-жидкий шлак
6-газовая защитная атмосфера
7-сварочная дуга
8-метал-я основа электрода
9-покрытие электрода
10-капли расплава электродного металла
Сущность:
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Сварочная дуга горит между металлическим стержнем электрода и основным металлом Под действием тепла дуги металл дуги электрода, покрытие электрода и основной металл расплавляется, образуя сварочную ванну . Капли жидкого металла с торца расплавленного электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода , образуя вокруг дуги газовою защиту и жидкую шлаковую ванну. По мере движения дуги, металл сварочной ванны затвердевает, образуется сварочный шов и шлаковую корка на поверхности шва.
Параметры режимов сварки:
Диаметр электрода,величина,род и полярность тока,напряжение на дуге,скорость сварки,число проходов.
Область применения:
Потолочные швы
Сварка непротяженных швов
Сварка на монтаже
Достоинства способа:
· Простота оборудования;
· Возможность сварки во всех пространственных положениях;
· Возможность сварки в труднодоступных местах;
· Быстрый, по времени переход от одного вида материала к другому;
· Большая номенклатура свариваемых металлов.
· Сварка при монтаже
Недостатки способа:
· Большие материальные и временные затраты на подготовку сварщика;
· Качество сварного соединения и его свойства во многом определяются субъективным фактором;
· Низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
· Вредные и тяжёлые условия труда.
· Остаются огарки
· Много материала уходит на разбрызгивание
· За один подход сваривается изделие толщиной не более 5-6мм, если толстое изделие-в несколько подходов.
| <== предыдущая страница | | | следующая страница ==> |
| Постановка задачи. Для полного массива исходных данных с помощью персонального компьютера в системе MathCAD | | | Автоматическая дуговая сварка под слоем флюса |
Дата добавления: 2014-09-29; просмотров: 416; Нарушение авторских прав

Мы поможем в написании ваших работ!