Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Автоматическая дуговая сварка под слоем флюса
Схема
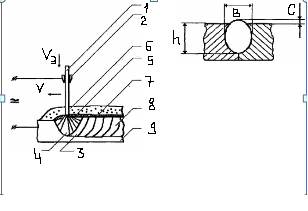
1-сварочная проволока
2—скользящий контакт
3-сварочная ванна
4-электрическая дуга
5-жидкий шкал
6-флюс
7-корка шлака
8-металл шва
9-изделие
h- глубина шва
В-ширина шва
С-высота шва
Сущность:
Электрод-голая проволока, поступающая в зону горения с заданной скоростью. подвод тока к электроду осуществляется с помощью скользящего контакта, это позволяет применять высокую силу тока без опасности перегрева электрода. увеличение силы тока позволяет повысить производительность труда и сваривать металл большей толщены. 3и4 находятся под слоем расплавленного флюса, кот-й обеспечивает металлическую обработку расплавленного металла.
1. Зажигание сварочной дуги
2. Подача электрода в зону сварки по мере его плавления и поддержание устойчивого горения дуги и постоянства ее длины
3. Перемещение дуги вдоль свариваемого изделия
4. Прекращение горения дуги по окончанию сварки
Параметры режима сварки
1.автоматическая сварочная головка с принудительным регулированием длины дуги
Приэтом способе регулирование временное нарушение постоянства длины дуги, а следовательно, и напряжение автоматически устраняется установкой соответствующей скорости подачи электродной проволоки.
2. автоматическая сварная головка с независимой скоростью подачи электродной проволоки
Саморегулирование длины дуги.
Полуавтомат: автоматически идет только подача проволоки в зону горения. автомат: механизирована подача проволоки и перемещение дуги вдоль изделия.
Область применения:
Сваривание деталей в цехах автоматами и полуавтоматами.
Сварка все металлов, разнородных металлов
Преимущества:
Высокая производительность труда
За один подход можно сваривать детали толщиной до 20 мм
Постоянная длина дуги
Нет разбрызгивания
Нет огарков
Независимость сварки от квалификации сварщика
Хорошие санитарные условия
Более высокое качество за счет стабильности процесса
За счет флюса происходят металлургические процессы
За счет большей силы тока происходит быстрое плавление электрода и повышается скорость сварки
Недостатки:
Нельзя получать сварные соединения при наклоне детали >30 градусов, из-за скатывание флюса
Сваривание изделий с простой траекторией.
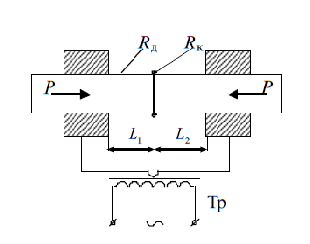
3.3 Стыковая контактная сварка:
Это такой вид контактной сварка, при котором соединение сварных частей происходит по всей поверхности стыкуемых торцов.
Контактная сварка-сварки с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых элементов при прохождении электрического тока.
Схема:
Сущность:
Заготовки закрепляют в зажимах и сжимают осевой силой Р. Электроды подключены к сварочному трансформатору , при включении которого через заготовки протекает сварочный ток. Он нагревает заготовки, причем наибольшее количество теплоты выделяется в месте контакта между заготовками, за счет касания заготовок только по выступающим поверхностям.
Параметры режимов сварки:
1.Сопротивлением- Приводят в соприкосновение торцы свариваемых деталей с приложением небольшого давления, затем вкл эл ток. В процессе нагрева давление остается без изменения, к концу нагрева давление повышают для создания необходимой пластической деф-и и сварки. Нагрев проводят до пластического состояние материала.
2. оплавлением
2.1 непрерывное
Детали приводят в соприкосновение при вкл токе и очень малом усилии. Детали соприкосаются по отдельным небольшим площадям, через которые проходит ток высокой плотности, вызывающий оплавление в рез-те непрерывного образование и разрешения контактов перемычки между торцами
2.2 прерывистое
Детали сближаются под током с медленно скоростью. Импульсное оплавление локализует нагрев и расширяют высокотемпературную зону, предупреждаю быструю кристаллизацию расплава. После оплавления сеч-я, выкл ток и делают осадку.
Область применения:
Низкоуглеродистая сталь площадью до 500мм2
Цветные металлы площадью до 200 мм2
Плюсы:
· Высокая производительность (время сварки одной точки или стыка составляет 0,02... 1,0 с)
· Малый расход вспомогательных материалов (воды, воздуха)
· Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
· Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Минусы:
Возможность использования только в стационарных условиях из-за значительной массы оборудования и большой потреблении электрической энергии.
Торцы изделий должны быть тщательно очищены и плотно прижаты друг к другу
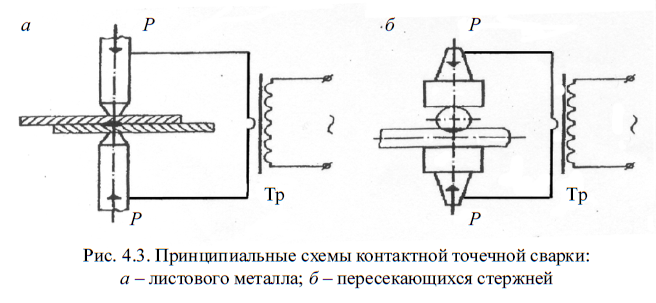
3.4 точечная сварка
Это контактная сварка, при которой сварное соединение получается между торцами электродов, подводящий ток и передающих усилий сжатия
Схема:
Сущность:
Сжатие свариваемых деталей, вкл сварочного тока, выкл тока, снятие усилия сжатия.
Параметры режимов сварки:
Жесткий: характеризуется применением тока большой плотности и малым временем процесса. Применяют для сталей склонных к образованию закалочных структур, цв металлов и сплавов.
Мягкий: относительно большая продолжительность процесса и меньшая плотность тока. Для углеродистых сталей.
Плюсы:
В сварочной зоне металл не выгорает, а просто сплавляется.
Нет искр
Место после сварки еле теплое
Высокой качество
долговечность
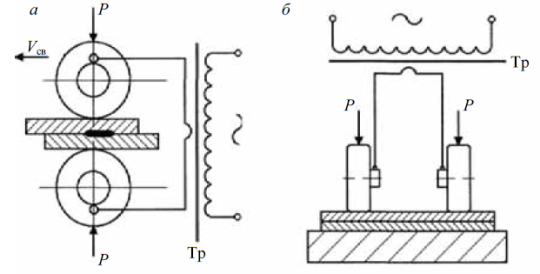
3.5 шовная сварка
Это контактная сварка, при которой соединения свариваемых частей происходит между вращающимися дисковыми электродами, подводящими ток и передающие усилие сжатие.
Детали сваривают внахлест
схема:
Сущность
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга.
параметры режимов:
1. Непрерывную шовную сварку выполняют при постоянном давлении на сворные детали и постоянно вкл токе в течении всего процесса сварки.
2. Прерывистую сварку выполняют при постоянном давлении сжатия, а сварочный ток подают периодически, при этом шов формируется в виде сварных точек, перекрывающих друг друга.
Применение:
Массовое производство при изготовление емкостных изделий толщиной от 0,3 до3 мм, где требуется герметичность шва.
Изготовление труб из ленты
Плюсы:
Возможность герметичности шва
Минусы:
Необходим определенный диаметр электродов(150-200мм)в противном случае происходит их быстрый износ.
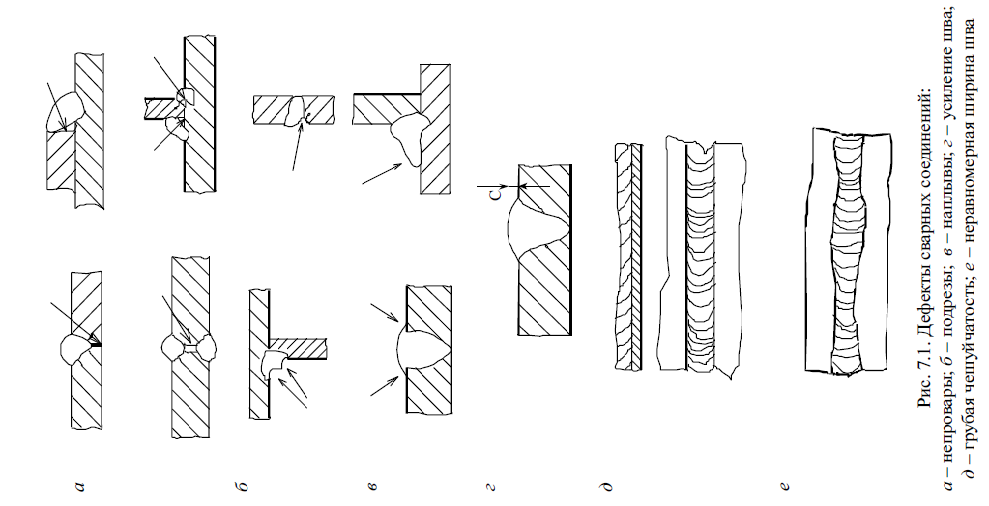
3.6 дефекты сварных швов. Внутренние дефекты и их характеристики.
К ним относят: поры, неметаллические включения, непровары, пережег и перегрев металла шва, так же внутренние трещины.
Степень влияния дефектов на прочность изделия зависит от их формы, глубины и расположения по отношению к действующим усилиям. Наиболее опасны вытянутые дефекты с острыми очертаниями, менее опасны — дефекты округлой формы. Чем больше глубина дефекта, тем сильнее его влияние на прочность соединения. В ответственных конструкциях недопустимы дефекты, глубина которых превышает 5—10% толщины основного металла. Дефекты, расположенные перпендикулярно растягивающему усилию, более опасны, чем расположенные параллельно или под небольшим углом к главному действующему усилию.
Непровар -дефект в виде несплавления в сварном соединение вследствие неполного расплавления кромок или поверхности ранее выполняемых валиков сварного шва. не только уменьшает рабочее сечение, но и является концентратером напряжений, способствующих к зарождению и развитию трещин.
Вогнутость и чрезмерная выпуклость: Для обеспечения нормальной работы допускаемая выпуклость должна составлять1-3 мм и иметь плавные очертания. избыточная выпуклость приводит к концентрации напряжения.
| <== предыдущая страница | | | следующая страница ==> |
| Ручная дуговая сварка. 4-сварочная ванна жидкого металла | | | дефекты сварных швов. Внешние дефекты и их характеристики |
Дата добавления: 2014-09-29; просмотров: 635; Нарушение авторских прав

Мы поможем в написании ваших работ!