Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Производственный и технологический процессы
|
Читайте также: |
Изготовление любого изделия из древесины осуществляется в определенной последовательности при наличии необходимого сырья, материалов и оборудования, начиная от обеспечения производства всем необходимым и заканчивая реализацией готовой продукции. Совокупность данных этапов называется производственным процессом. Каждый этап может состоять из отдельных, последовательно выполняемых приемов – операций. Часть операций, непосредственно связанных с переработкой сырья и получения конечной продукции, называется технологическим процессом, а его научно-техническое и практическое обоснование – технологией производства.
По степени связи с предметом труда различают операции основные, или технологические, и вспомогательные. Основные операции направлены на изменение формы, размеров, качества или свойства предметов труда; вспомогательные операции способствуют основным и включают в себя работы по транспортировке, укладке, учету, контролю размеров и качества предметов и продуктов труда.
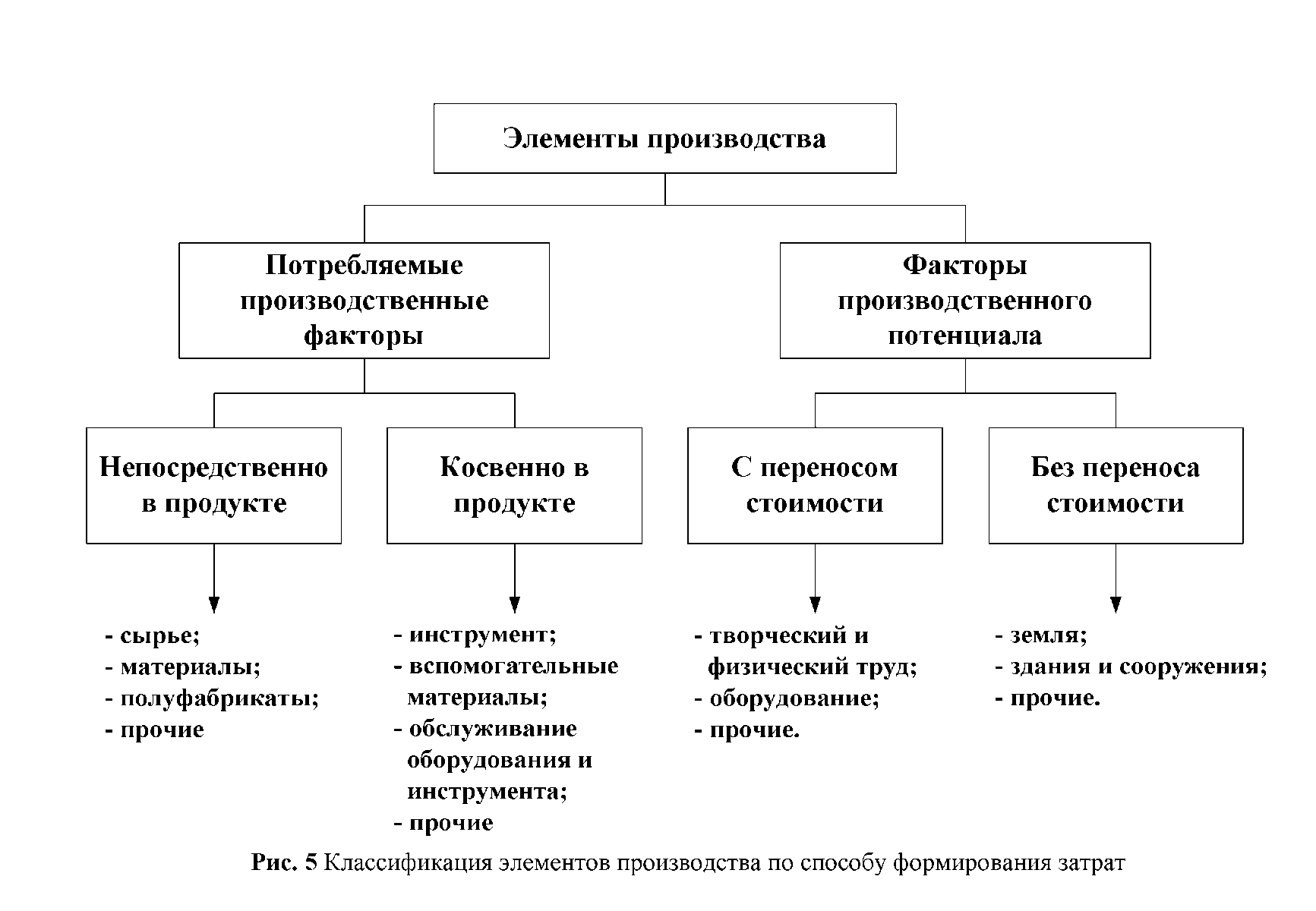
Рис. 6.2 Классификация элементов производства по способу формирования затрат
Место, где выполняется технологическая операция, называется рабочим. Движение предметов труда в производственном процессе по рабочим местам образует производственный поток.
По видам выполняемых операций (пиление, фрезерование и т.д.) технологический процесс разделяется на участки. При последовательном перемещении предмета труда по данным участкам без его задержки и возврата производство является прямоточным, а связь между операциями – жесткой, причем время на выполнение каждой операции должно быть одинаковым.
Прямоточно-прерывистое производство характеризуется необходимостью межоперационного запаса вследствие того, что врем выполнения каждой операции различно. Связь между операциям является гибкой. В данном случае необходимы соответствующие площади для размещения запасов, а для их перемещения – транс портные средства.
Выравнивание затрат времени на выполнение всех операций или синхронизация, характеризует производство как непрерывно-поточное, а их связь как комбинированную, где межоперационные запасы играют роль страховки на случай выхода из строя какого-либо звена.
В непрерывном потоке все операции должны выполняться за определенное время, равное или кратное ритму потока R, с (мин):
 (6.1)
(6.1)
где Т – сменное время, с (мин);
К – коэффициент использования сменного времени (принимают в пределах 0,9);
Q – плановый объем выпуска продукции за одну смену, шт.
Ритм потока определяется также по самому длительному времени выполнения операции (обычно на головном оборудовании).
Для обеспечения наибольшей производительности непрерывной поточной линии необходимо предусмотреть возможность размещения в ней между технологическими операциями небольших запасов предметов труда на случай кратковременной остановки оборудования на каком-либо участке потока.
В прерывных потоках предметы труда передаются с одной технологической операции на другую последовательно партиями, поэтому каждый отдельный предмет труда какое-то время пролеживает между технологическими операциями в ожидании обработки. Создаются значительные межоперационные запасы между рабочими местами, Для размещения этих запасов должны быть предусмотрены соответствующие площади, а для перемещения – соответствующие транспортные средства.
Непрерывное движение обрабатываемых предметов в производственных процессах эффективно при выполнении больших объемов продукции одного наименования или разнообразной продукции с родственным технологическим процессом. При изготовлении продукции широкой номенклатуры при любом объеме производства более эффективна организация производства по принципу прерывного движения предметов труда в производственном процесс
Объем технологической операции имеет очень важное значение, так как чем крупнее и сложнее она, тем ниже ее производительность и тем выше должна быть квалификация рабочего. В составе каждой операции выделяют технологический переход, проход и установку.
Технологический переход – это законченная часть технологической операции, заключающаяся в обработке какой-либо поверхности заготовки одним и тем же инструментом, без ступенчатого изменения режимов работы (например, обработка поверхности на фуговальных и четырехсторонних продольно-фрезерных станках, причем в последнем случае производительность труда будет более высокой). Часть технологической операций, при которых предмет труда не изменяется (смена инструмента, закрепление заготовки и т.д.), является вспомогательным переходом.
Переход может состоять из одного или нескольких рабочих ходов – проходов, в результате которых последовательно снимается слой материала, при непрерывном перемещении заготовки относительно инструмента. Эти операции называются проходной обработкой. Они отличаются высокой производительностью, так как заготовки проходят через станок только в одном направлении, без возврата и обратного хода инструмента на фуговальных, рейсмусовых, четырехсторонних продольно-фрезерных станках, станках для продольного и поперечного распилов и т.д. Производительность увеличивается, если одновременно обрабатывается несколько заготовок.
Часть технологического перехода, при котором происходит перемещение инструмента без обработки заготовок, называется вспомогательным (холостым) ходом.
В ряде операций обработка заготовок осуществляется при их неподвижном закреплении и движении рабочего инструмента. Такая обработка является позиционной (например, сверление отверстий на сверлильно-пазовальных станках, выборка гнезд на цепно-долбежном станке, торцовка и др.). В зависимости от сложности позиционная обработка может осуществляться за одну или несколько установок.
Установка является частью технологической операции и заключается в обработке заготовки при одном ее закреплении. Так, сверление нескольких отверстий может осуществляться сразу на многошпиндельном сверлильном станке или в результате последовательных закреплений на одношпиндельном станке, в зависимости от числа отверстий. Частью установки является позиция – определенное положение заготовки относительно рабочего инструмента во время обработки при одном закреплении.
Таким образом, одна и та же технологическая операция может быть выполнена при одной установке и одной позиции, при одной установке и нескольких позициях, при нескольких установках и нескольких позициях. На изменение установки и позиции необходимы затраты труда и времени. Наиболее рациональное использование оборудования и повышение производительности труда будут при минимальном числе установок и позиций.
| <== предыдущая страница | | | следующая страница ==> |
| Антисептирование и пропитка древесины | | | Классификация производственных процессов |
Дата добавления: 2014-10-14; просмотров: 414; Нарушение авторских прав

Мы поможем в написании ваших работ!