Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Фрезерование древесины
Фрезерование древесины в общем случае – это резание ее вращающимися фрезами, при котором траекторией резания является циклоида. Различают цилиндрическое, коническое, торцовое, торцово-коническое, продольное или фасонное фрезерование (рис. 10.40).
Цилиндрическое – фрезерование, при котором ось вращения инструмента параллельна поверхности обработки, а лезвия резцов описывают в пространстве цилиндрические поверхности.
Коническое – производится инструментом, ось вращения которого наклонена под углом к поверхности обработки, а лезвия резцов описывают в пространстве коническую поверхность.
Торцовое– происходит, когда ось вращения инструмента перпендикулярна поверхности обработки, боковые лезвия резцов описывают в пространстве цилиндрические поверхности, а торцовые – поверхность кольца или круга.
Торцово-коническое фрезерование происходит аналогично торцовому фрезерованию, но лезвия резцов описывают в пространстве коническую поверхность.
При фасонном режущие кромки инструмента имеют сложное очертание, составленное из криволинейных элементов. Все фрезерные работы можно подразделить на следующие четыре вида:
-фрезерование прямолинейных кромок по линейке;
-фрезерование криволинейных кромок по кольцу и шаблону;
-фрезерование поверхностей двойной кривизны;
-торцовое фрезерование канавок и профилей по копиру.
Фрезерование плоских и профильных кромок прямолинейных деталей ведется на фрезерном станке Ф-4.
Криволинейные кнопки незамкнутого и замкнутого контура фрезеруют при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе.
Наиболее совершенные и производительные фрезерные станки с механической подачей – карусельно-фрезерные (Ф1К или Ф2К-3). В массовых производствах карусельно-фрезерные станки применяют для обработки заготовок по криволинейным контурам.
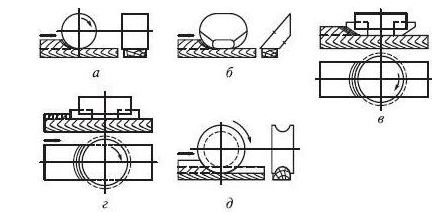
Рис. 10.40 Виды фрезерования древесины:
а – цилиндрическое; б – коническое; в – торцовое; г – торцово-коническое;
д - фасонное
Торцовое фрезерование канавок и различных профилей обычно выполняют на копировально-фрезерных станках с верхним расположением шпинделя ВФК (Россия) и G60, G800, G900 производства фирмы GRIGGIO (Италия). Обработка производится в специальном шаблоне с пазами на нижней стороне, соответствующими контуру, который нужно обрабатывать.
Фрезерование прямолинейных заготовок по линейке выполняют на вертикально-фрезерных станках с нижним расположением шпинделя (Ф-4, ФШ-4 (Россия), Formula T1LL, T55 W Elite S (Италия) и др.). Различают три вида таких работ: выверку гладких поверхностей, преимущественно кромок, под прямую плоскость; сквозное фрезерование профиля; несквозное фрезерование профиля (рис. 10.41). В этих случаях фрезерование выполняется с помощью направляющей линейки.
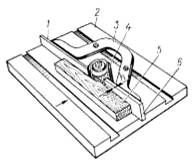
Рис. 10.41Обработка прямолинейной кромки на фрезерном станке по
линейке:
1 – задняя направляющая линейка; 2 – стол; 3 – - скоба; 4 – ножевая головка; 5 – обрабатываемая деталь; 6 – передняя направляющая линейка
Криволинейные кромки незамкнутого и замкнутого контура фрезеруются при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе (рис.106.42). Для обработки по копиру заготовка крепится винтовыми или эксцентриковыми зажимами, а в нижней части шпинделя, под фрезой, устанавливается свободно вращающееся кольцо с шарикоподшипником, служащее упором для копира при фрезеровании. В процессе обработки копир с заготовкой боковой кромкой постоянно опирается на это кольцо и с помощью ручного управления проводится мимо фрезы, формирующей на поверхности заготовки заданный профиль.
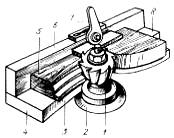
Рис. 10.42 Обработка криволинейной кромки на фрезерном станке по кольцу и шаблону:
1 – фреза; 2 – упорное кольцо; 3 – направляющая кромка шаблона; 4 – шаблон; 5 – обрабатываемая заготовка; 6 – линейка шаблона; 7 – прижим; 8 – упор
Для механизации подачи под копировальным кольцом устанавливается цепная звездочка с отдельным приводом вращения, а под копиром, строго параллельно ему, крепится пластинчатороликовая цепь, входящая в зацепление со звездочкой. При вращении звездочки копир с заготовкой перемещается вдоль фрезы, сохраняя постоянный контакт с упорным кольцом.
На копировальных станках с верхним расположением шпинделя фрезеруют прямолинейные и криволинейные боковые поверхности, щиты и рамки, выбирают пазы, гнезда, полости различной конфигурации, сверлят и зенкуют отверстия, а при наличии специальных приспособлений нарезают короткие резьбы, вырезают пробки, выполняют различные художественные работы.
В эту группу входят копировальные станки (ВФК-2, ВФК-3 (Россия) (рис. 10.43), G60, G800, G900 (GRIGGIO, Италия) (рис. 10.44), WINNER LH-1000 (Тайвань)), карусельные (Ф1К-2, Ф1К-2А (Россия), Rautek MX-7212, Rautek MX-7516 (Китай) (рис. 10.45)) и модельные (ФМ25, ФМС (Россия)). Фрезерные копировальные станки с верхним расположением шпинделя универсальные.
 Различают фрезерные карусельные станки с верхним (Ф1К-2, Ф1К-2А) и нижним (Ф2К-ШЗ) расположением шпинделя.
Различают фрезерные карусельные станки с верхним (Ф1К-2, Ф1К-2А) и нижним (Ф2К-ШЗ) расположением шпинделя.
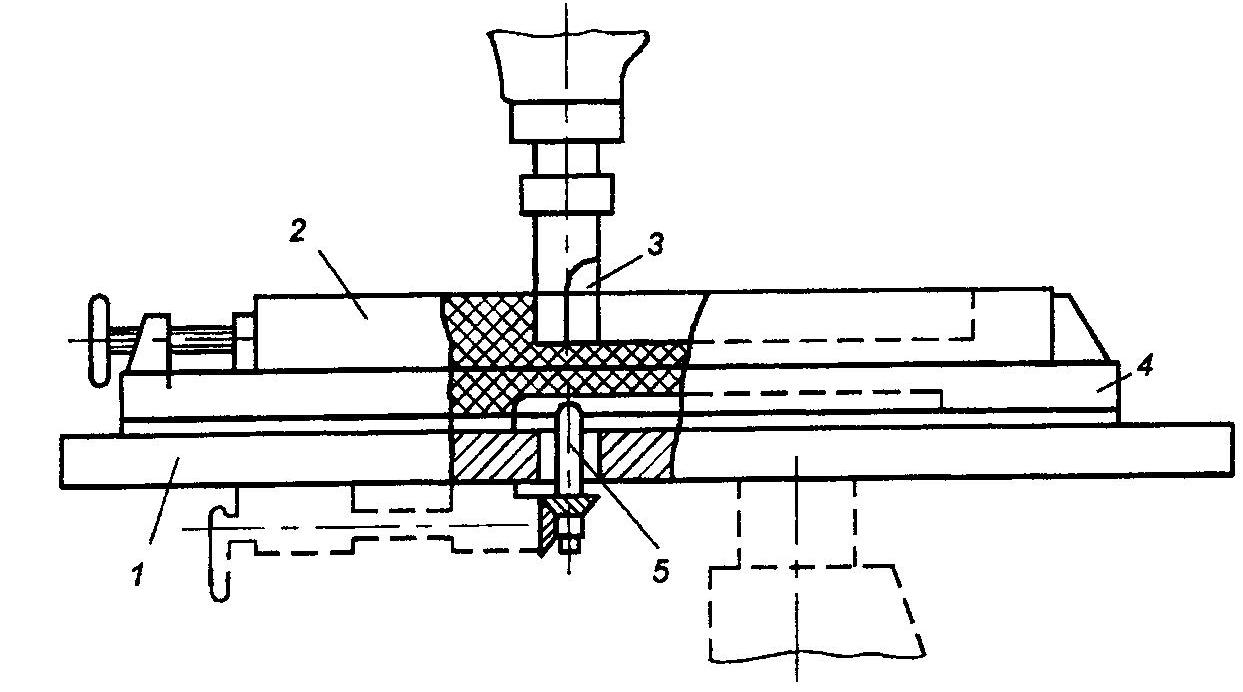
Рис. 10.43 Схема обработки на копировально-фрезерном станке ВФК-3:
1 – стол; 2 – деталь; 3 – концевая фреза; 4 – шаблон; 5 – копир

Рис. 10.44 Копировально-фрезерный станок с верхним расположением шпинделя G900

Рис. 10.45 Автоматический фрезерно-копировальный (карусельный) станок Rautek MX-7516
Для фрезерования профилей, сверления отверстий в пласти и кромке, фрезерования по контуру, пропиливания пазов в щитовых деталях из деревянного массива, ДСтП и MDF применяются многооперационные обрабатывающие центры с числовым программным управлением ARROW, ROVER 24 фирмы BIESSE (Италия) (рис. 10.46), Altesa ADVANCED 24 (Италия) и др. Высокая производительность этих машин достигается за счет быстрой смены инструмента, высокой скорости перемещения по осям, сокращенного времени перенастройки. В оборудование обрабатывающего центра входят следующие узлы: фрезерный узел, сверлильно-присадочная группа, циркулярная группа.

Рис. 10.46 Обрабатывающий центр с ЧПУ ROVER
 Несмотря на широкое распространение копировальных станков с системой ЧПУ, продолжается выпуск оборудования с механическими копирами точнее объемно-копировальных станков. Так копировально-фрезерные станки с ЧПУ Beaver 26 AVTS, Beaver 3015 AVT6, Beaver 9A2 (Китай) (рис. 10.47) и др. предназначены для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование).
Несмотря на широкое распространение копировальных станков с системой ЧПУ, продолжается выпуск оборудования с механическими копирами точнее объемно-копировальных станков. Так копировально-фрезерные станки с ЧПУ Beaver 26 AVTS, Beaver 3015 AVT6, Beaver 9A2 (Китай) (рис. 10.47) и др. предназначены для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование).
Рис. 10.47 Фрезерный станок с ЧПУ Beaver 9A2
Параллельно отметим, что для обеспечения работы оборудования при 3D-обработке (сегодня уже появились станки с 5D-обработкой), то есть для получения математической модели твердотельного объекта предназначен сканер трёхмерного сканирования Optiscan 3D (рис. 10.48).

Рис. 10.48 Трехмерный сканер Optiscan 3D
| <== предыдущая страница | | | следующая страница ==> |
| Формирование шипов и проушин | | | Формирование гнезд и отверстий |
Дата добавления: 2014-10-14; просмотров: 980; Нарушение авторских прав

Мы поможем в написании ваших работ!