Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Размерный анализ чертежа детали и анализ технологичности конструкции детали
Количественный показатель технологичности детали можно охарактеризовать коэффициентом точности обработки и шероховатости, а также коэффициентом использования материала. Коэффициент точности обработки определим по формуле
 ,
,
где: Тср. – средний класс точности обработки изделия:
 ,
,
где: Тi – значение i – го квалитета точности;
ni – число размеров соответствующего класса точности.
Результаты расчёта коэффициента точности Кт.ч. приведены в таблице
Определение Кт.ч. Таблица
| Ti | ni | Ti×ni |
| Σ |
Т ср = 82/8 = 10.25;
Кт.ч. = 1 – 1/10.25 = 0,902.
Деталь технологична по коэффициенту точности, т.к. Кт.ч.= 0,902≥0,8.
Коэффициент шероховатости поверхности определяем по формуле:
 ,
,
где: Шi – значение i – го параметра шероховатости;
ni – количество поверхностей соответствующего класса шероховатости.
Результаты расчёта коэффициента точности Кш приведены в таблице
Определение Кш Таблица
| Шi | ni | Шi×ni |
| 6.3 | 6.3 | |
| 3.2 | 6.4 | |
| 2.5 | 2.5 | |
| 1.25 | ||
| Σ | 140.2 |
Кш = 14/140.2 = 0,0999 .
Деталь технологична по коэффициенту шероховатости, т.к. Кш.=0,0999 <0,32.
Проведенные качественный и количественный анализ технологичности конструкции детали показывает, что в целом деталь технологична.
Коэффициент использования материала рассчитываем по формуле:
 ,
,
где Мд–масса детали, кг; Мд=0,505 кг;
Нр–норма расхода материала, кг; Нр=1,5 кг.
Ки.м.= 0,505/1,5 = 0,421.
Деталь не технологична по коэффициенту использования материала, т.к Ки.м.= 0,421< 0,5.
Преобразование и проверка чертежа детали для выполнения размерного анализа.Размерный анализ начинается с преобразования чертежа и его проверки. В каждой из проекции чертежа размеры располагают только горизонтально.
В результате как качественного, так и количественного анализа технологичности получили, что деталь технологична, то оставляем деталь и заготовку для неё без изменений.
В процессе курсового проектирования, так же как и в производственных условиях, любая конструкция должна быть проанализирована. Цель такого анализа - выявление недостатков конструкции по сведениям, содержащимся в чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции.
Основные задачи, решаемые при анализе технологичности конструкции обрабатываемой детали, сводится к возможному уменьшению трудоемкости и материалоемкости, возможности обработки детали высоко-производительными методами. Таким образом, улучшение технологичности конструкции позволяет снизить себестоимость её изготовления без ущерба для служебного назначения.
Рассмотрим технологичность изготовления заданной детали, а именно “Полуось Д240125”.
Данная деталь не имеет сложной конструкции, а именно сварной армированной или сборной конструкции, а также полностью состоит из однородного материала, а именно Сталь 40 ГОСТ 1050-88. Мы видим, что возможно совмещение конструкторских и измерительных баз, а также нет необходимости в дополнительных операциях для соблюдения заданной точности и шероховатости. Также видим, что материал Сталь 40 удовлетворяет требованиям термической обработки.
Деталь “полуось” удовлетворяет следующим условиям:
а) Наружные поверхности заданной детали можно обрабатывать проходными резцами.
б) Диаметральные размеры шеек вала не убывают к концам детали.
в) Нет необходимости в уменьшении диаметров фланцев и буртов, так как коэффициент использования материала достаточно большой.
г) Данная деталь не имеет закрытых шпоночных канавок.
д) Поперечные канавки не имеют форму и размеры для обработки на гидрокопировальных станках и обрабатываются за одну токарную операцию.
е) Деталь имеет достаточную жесткость для получения высокой точности обработки, так как отношение длины к диаметру составляет 110/30.5=3,6.
Заготовка представляет собой прокат круглого сечения. Ко всем наружным обрабатываемым поверхностям имеется свободный доступ режущего инструмента. Деталь, в общем, технологична. Расположение размеров позволяет большинство из них измерять непосредственно на данной детали.
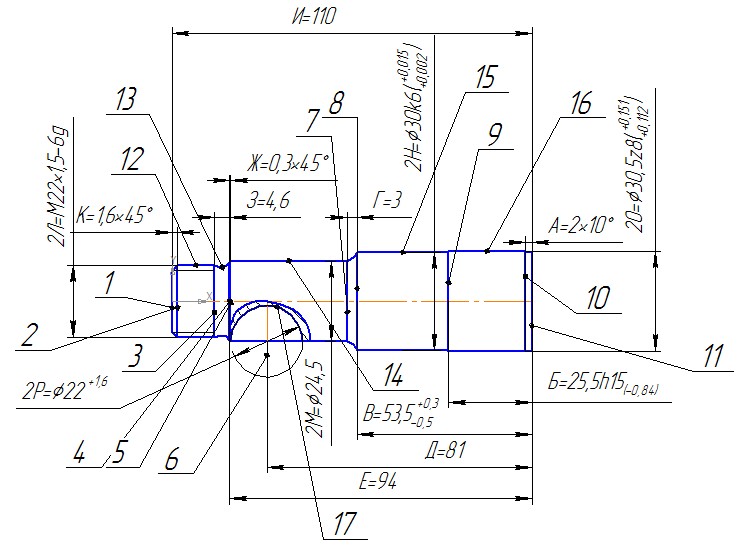
Рисунок 1 – Чертеж детали
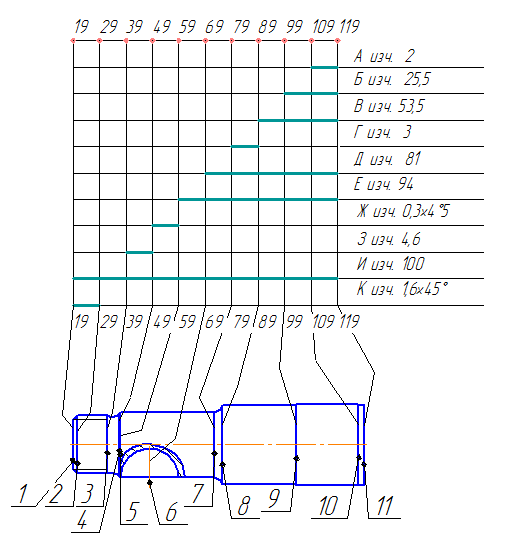
Рисунок 2 – Преобразованный чертеж вала (первая проекция)
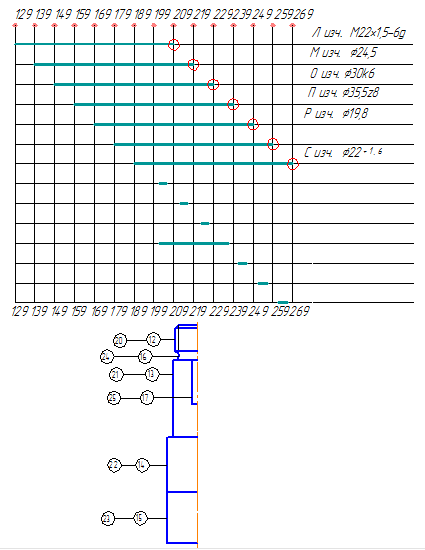
Рисунок 4 – Преобразованный чертеж вала (вторая проекция)
| <== предыдущая страница | | | следующая страница ==> |
| Лабораторная работа №2 | | | Выбор маршрута обработки отдельных поверхностей заготовки |
Дата добавления: 2014-10-17; просмотров: 1358; Нарушение авторских прав

Мы поможем в написании ваших работ!