Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Удельным весом стандартных, нормализованных и унифицированных деталей и сборочных единиц
7. Числом изготовляемых изделий; оно может колебаться от единиц до миллионов в год.
Характеристики изделий во многом предопределяют организацию производственного процесса в пространстве и во времени.
Так, от конструктивной сложности изделий зависит число обрабатывающих и сборочных цехов или участков и соотношение между ними.
Чем сложнее изделие тем больший удельный вес занимают сборочные работы и сборочные участки и цехи в структуре предприятия. Размер, масса и количество изделий влияют на организацию их сборки; на создание того или иного вида поточного производства; организацию транспортировки деталей, сборочных единиц и изделий по рабочим местам, участкам и цехам; во многом определяют вид движения по рабочим местам (операциям) и длительность производственного цикла.
Для крупных и тяжелых изделий применяют неподвижные поточные линии с периодическим движением конвейеров. Для их транспортировки используются подъемные краны и специальные транспортные средства. Движение их по операциям организуется в основном по параллельному, виду. Длительность производственного цикла изготовления таких изделий большая, она измеряется иногда годами.
Иногда приходится в механических цехах организовывать участки крупных, мелких и средних деталей.
От вида и марки обрабатываемых материалов зависит необходимость сочетания тех или иных заготовительных и обрабатывающих участков или цехов.
При наличии большого числа заготовок из литья и поковок требуется создание литейных цехов (чугунолитейных, сталелитейных, цветного литья и других), кузнечных и прессовых (горячего и холодного прессования) цехов. При изготовлении многих заготовок из прокатного материала потребуются заготовительные участки или цехи. При механической обработке деталей из цветных металлов приходится, как правило, организовывать отдельные участки.
Степень точности и чистоты обработки и сборки влияет на состав оборудования и участков, их расположение.
Для обработки особо точных деталей и сборки сборочных единиц и изделий необходима организовывать отдельные участки, так как при этом требуется создание особых санитарно-гигиенических условий.
От удельного веса стандартных, нормализованных и унифицированных деталей и сборочных единиц зависит состав оборудования, участков и цехов.
Изготовление стандартных и нормализованных деталей, как правило, ведется на специальных участках или в специальных цехах. Для них организуется поточно-массовое производство.
Трудоемкость и число изготовляемых изделий влияют на состав и количество оборудования, цехов и участков, их расположение, возможность организации поточного производства, длительность производственного цикла, величину незавершенного производства, себестоимость и другие экономические показатели работы предприятия. Изделия, которые не изготовляют на данном предприятии, а получают в готовом виде, относятся к покупным. Их называют также комплектующими изделиями.
На каждом машиностроительном заводе обычно одновременно изготовляется несколько изделий, различных по конструкции и размерам. Перечень всех видов изделий, выпускаемых заводом, называется номенклатурой.
Сочетание элементов процесса труда (труд определенной квалификации, орудия и предметы труда) и частичных производственных процессов (изготовление отдельных узлов готового продукта или выполнение определенной стадии процесса изготовления продукции) осуществляется по качественным и количественным признакам и ведется в нескольких направлениях. Различают поэлементный (функциональный), пространственный и временной разрезы организации производства.
Поэлементный разрез организации производства связан с упорядочением техники, технологии, предметов труда, орудии и самого труда в единый процесс производства. Организация производства предполагает внедрение наиболее производительных машин и оборудования, обеспечивающих высокий уровень механизации и автоматизации производственного процесса; использование высококачественных и эффективных материалов; совершенствование конструкций и моделей выпускаемых изделий; интенсификацию и внедрение более прогрессивных технологических режимов.
Основная задача поэлементной организации производства состоит в правильном и рациональном подборе состава оборудования, инструментов, материалов, заготовок и квалификационного состава кадров, с тем чтобы обеспечить полное их использование в процессе производства. Проблема взаимного соответствия элементов процесса производства особенно актуальна в сложных высокомеханизированных и автоматизированных процессах при динамичной номенклатуре производства.
2. Классификация производственных процессов
Производственные и технологические процессы классифицируются следующим образом:
| основные | - это технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств продукции; |
| вспомогательные | - это процессы, которые обеспечивают бесперебойное протекание основных процессов (изготовление и ремонт инструментов и оснастки; ремонт оборудования; обеспечение всеми видами энергий (электрической, тепловой, пара, воды, сжатого воздуха и т.д.); |
| обслуживающие | - это процессы, связанные с обслуживанием как основных, так и вспомогательных процессов но в результате которых продукция не создается (хранение, транспортировка, технический контроль и т.д.). Основной тенденцией организации обслуживающих процессов является максимальное совмещение с основными процессами и повышение уровня их механизации и автоматизации. Такой подход позволяет проводить автоматический контроль в процессе основной обработки, непрерывное перемещение предметов труда по технологическому процессу, непрерывную автоматизированную передачу предметов труда к рабочим местам и т. п. |
Вообще группировка производственных процессов может производиться по следующим направлениям:
По характеру воздействия на предмет труда выделяют процессы:
¨ технологические, в ходе которых происходит изменение предмета труда под воздействием живого труда;
¨ естественные, когда меняется физическое состояние предмета труда под влиянием сил природы (они представляют собой перерыв в процессе труда).
По формам взаимосвязи со смежными процессами различают: аналитические, когда в результате первичной обработки (расчленения) комплексного сырья (нефть, руда, молоко и т. п.) получают различные продукты, которые поступают в различные процессы последующей обработки;
¨ синтетические, осуществляющие соединение полуфабрикатов, поступивших из разных процессов, в единый продукт;
прямые, создающие из одного вида материала один вид полуфабрикатов или готового продукта.
По степени непрерывности различают: непрерывные и дискретные (прорывные) процессы.
По характеру используемого оборудования выделяют: аппаратурные (замкнутые) процессы, когда технологический процесс осуществляется в специальных агрегатах (аппаратах, ваннах, печах), а функция рабочего заключается в управлении и обслуживании их; открытые (локальные) процессы, когда рабочий осуществляет обработку предметов труда с помощью набора инструментов и механизмов.
По уровню механизации принято выделять:
¨ ручные процессы, выполняемые без применения машин, механизмов и механизированного инструмента;
¨ машинно-ручные, выполняемые с помощью машин и механизмов при обязательном участии рабочего, например обработка детали на универсальном токарном станке;
¨ машинные, осуществляемые на машинах, станках и механизмах при ограниченном участии рабочего;
¨ автоматизированные, осуществляемые на машинах-автоматах, где рабочий ведет контроль и управление ходом производства; комплексно автоматизированные, в которых наряду с автоматическим производством осуществляется автоматическое оперативное управление.
По масштабам производства однородной продукции различают процессы
¨ массовые – при большом масштабе выпуска однородной продукции; серийные – при широкой номенклатуре постоянно повторяющихся видов продукции, когда за рабочими местами закрепляется несколько операций, выполняемых в определенной последовательности; часть работ может выполняться непрерывно, часть – в течение нескольких месяцев в году; состав процессов носит повторяющийся характер;
¨ индивидуальные – при постоянно меняющейся номенклатуре изделий, когда рабочие места загружаются различными операциями, выполняемыми без какого-либо определенного чередования; большая доля процессов носит уникальный характер, в этом случае. процессы не повторяются.
3. Технологические процессы
Технологический процесс состоит из последовательно выполняемых над данным предметом труда технологических действий - операций.
| Операция | - часть технологического процесса, выполняемая на одном рабочем месте (станке, стенде, агрегате и т.д.), состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов. |
Операции, которые не ведут к изменению геометрических форм, размеров, физико-химических свойств предметов труда, относятся к не технологическим операциям (транспортные, погрузочно-разгрузочные, контрольные, испытательные, комплектовочные и др.).
Операции различаются также в зависимости от применяемых средств труда:
- ручные - выполняемые без применения машин, механизмов и механизированного инструмента;
- машинно-ручные - выполняемые с помощью машин или ручного инструмента при непрерывном участии рабочего;
- машинные - выполняемые на станках, установках, агрегатах при ограниченном участии рабочего (например, установка, закрепление, пуск и остановка станка, раскрепление и снятие детали и т.д.);
- автоматизированные - выполняемые на автоматическом оборудовании или автоматических линиях.
Аппаратурные процессы характеризуются выполнением машинных и автоматических операций в специальных агрегатах (печах, установках, ваннах и т.д.).
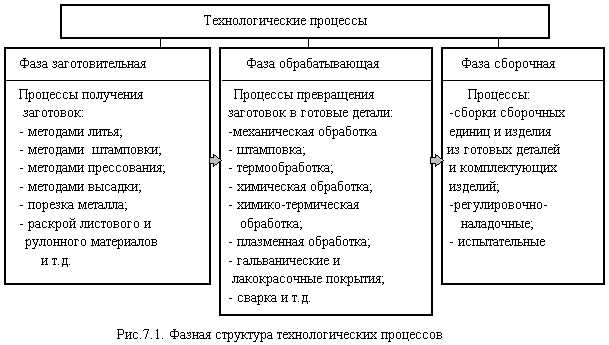
4. Фазы технологических процессов
| Фаза | - комплекс работ, выполнение которых характеризует завершение определенной части технологического процесса и связано с переходом предмета труда из одного качественного состояния в другое. |
В машиностроении и приборостроении технологические процессы в основном делятся на три фазы:
- заготовительная;
- обрабатывающая;
- сборочная.
Фазная структура технологических процессов представлена на рис. 1.

5. Принципы организации производственных процессов
| Принципы | - это исходные положения, на основе которых осуществляется построение, функционирование и развитие производственного процесса. |
Соблюдение принципов организации производственного процесса - одно из основополагающих условий эффективной деятельности предприятия.
Основные принципы организации производственного процесса и их содержание приведены в табл. 1.
Таблица 1
Основные принципы организации производственного процесса
| № п/п | Принципы | Основные положения |
| Пропорциональности | Пропорциональная производительность в единицу времени всех производственных подразделений предприятия (цехов, участков) и отдельных рабочих мест. | |
| Дифференциации | Разделение производственного процесса изготовления одноименных изделий между отдельными подразделениями предприятия (например, по технологическому) | |
| Комбинирования | Объединение всех или части разнохарактерных процессов по изготовлению определенного вида изделия в пределах одного участка, цеха, производства | |
| Концентрации | Сосредоточение выполнения определенных производственных операций по изготовлению технологически однородной продукции или выполнению функционально однородных работ на отдельных участках и рабочих местах | |
| Специализации | Формы разделения труда на предприятии, в цехе. Закрепление за каждым подразделением предприятия ограниченной номенклатуры работ, операций, деталей, изделий | |
| Универсализации | Определенное рабочее место или производственное подразделение занято изготовлением изделий и деталей широкого ассортимента или выполнением различных производственных операций | |
| Стандартизации | Под принципом стандартизации в организации производственного процесса понимают разработку, установление и применение однообразных условий, обеспечивающих наилучшее его протекание | |
| Параллельности | Одновременное выполнение технологического процесса на всех или некоторых его операциях. Реализация данного принципа существенно сокращает производственный цикл изготовления изделия | |
| Прямоточности | Требование прямолинейности движения предметов труда по ходу технологического процесса, то есть по кратчайшему пути прохождения изделием всех фаз производственного процесса без возвратов в его движении | |
| Непрерывности | Сведение к минимуму всех перерывов в процессе производства конкретного изделия | |
| Ритмичности | Выпуск в равные промежутки времени равного количества изделий | |
| Автоматичности | Максимально возможное и экономически целесообразное освобождение рабочего от затрат ручного труда на основе применения автоматического оборудования |
Экономическая эффективность рациональной организации производственного процесса выражается в сокращении длительности производственного цикла изделий, в снижении издержек на производство продукции, улучшении использования основных производственных фондов и увеличении оборачиваемости оборотных средств.
6. Производственный цикл
Под длительностью производственного цикла понимается отрезок времени от запуска до выпуска деталей.Она определяется длительностью технологического цикла, временем подготовительно-заключительным, временем на транспортировку, временем на контроль качества, временем перерывов.
Тпроиз = Ттехн + t п.з. + tтран + tнач + t перерывов
Структура производственного цикла (соотношение образующих его частей) в различных отраслях машиностроения и на разных предприятиях неодинакова. Она определяется характером производимой продукции, технологическим процессом, уровнем техники и организации производства. Однако, несмотря на различия в структуре, возможности сокращения длительности производственного цикла заложены как в сокращении рабочего времени, так и в сокращении времени перерывов. Опыт передовых предприятий показывает, что на каждой стадии производства и на каждом производственном участке могут быть обнаружены возможности дальнейшего сокращения длительности производственного цикла. Оно достигается проведением различных мероприятий как технического (конструкторского, технологического), так и организационного порядка.
Осуществление производственных процессов тесно связано с методами их выполнения. Различают три основных вида организации движения производственных процессов во времени:
¨ последовательный, характерный для единичной или партионной обработки или сборки изделий;
¨ параллельный, применяемый в условиях поточной обработки или сборки;
¨ параллельно-последовательный, используемый в условиях прямоточной обработки или сборки изделий.
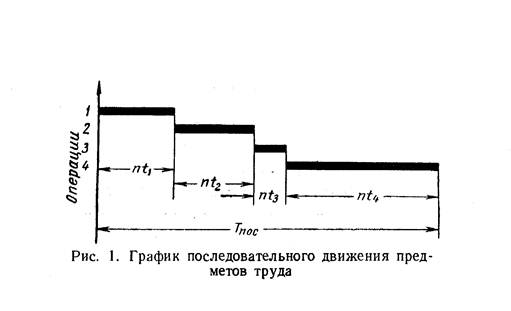
При последовательном виде движения производственный заказ – одна деталь, или одна собираемая машина, или партия деталей 1 (серия машин 2) – в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины (серии) пролеживает на каждой операции сначала в ожидании своей очереди обработки (сборки), а затем в ожидании окончания обработки (сборки) всех деталей машин данной партии (серии) по этой операции.
Партией деталей называется количество одноименных деталей, одновременно запускаемых в производство (обрабатываемых с одной наладки оборудования). Серией машин называется количество одинаковых машин, одновременно запускаемых в сборку.
На рис. 1 представлен график последовательного движения предметов труда по операциям. Время обработки при последовательном виде движения предметов труда Тпос прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т. е.
Тпос = Еt * n,
где Еt – время обработки одной детали по всем операциям в мин; n – число деталей в партии.
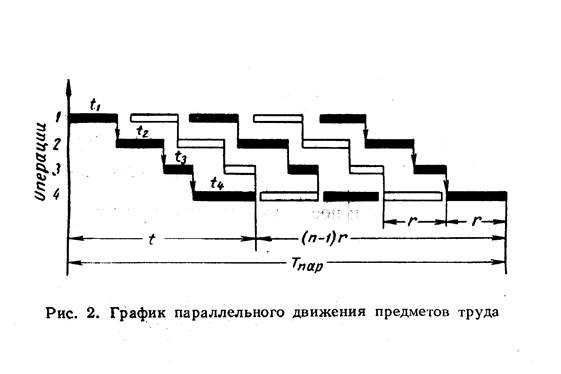
При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса.
Время обработки (сборки) партии деталей (серии машин) при параллельном виде движения Тпар может быть определено по следующей формуле:
Тпар = Еt + (n – 1) * r,
где r – такт выпуска, соответствующий в данном случае наиболее продолжительной операции, в мин.
Однако при параллельном виде движения, в процессе обработки (сборки) партии деталей (машин) на некоторых рабочих местах могут возникать простои людей и оборудования (рис. 2), продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. Поэтому практическое применение параллельного вида движения предметов труда оказывается безусловно целесообразным и экономически выгодным при поточной организации производственного процесса.
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего – параллельно-последовательного вида движения предметов труда.
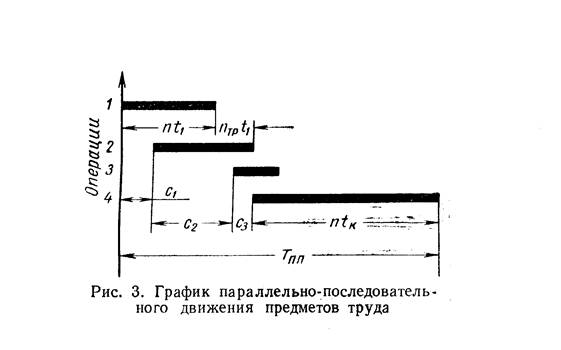
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки натрии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т. д.).
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций:
1) предыдущая и последующая операции имеют одинаковую длительность (t1 = t2);
2) длительность предыдущей операции t2 больше длительности последующей t3, т. е. t2 > t3;
3) длительность предыдущей операции t3 меньше длительности последующей t4, т. е. t3 < t4.
В первом случае передача деталей с операции на операцию может быть организована поштучно; из соображения удобства транспортировки может быть применена одновременная передача нескольких деталей (передаточной партией).
Во втором случае последующая, менее продолжительная операция может быть начата только после окончания обработки всех деталей на предыдущей операции, входящих в первую передаточную партию. На рис. 3 это имеет моего при переходе от первой операции ко второй.
В третьем случае (на рис. 3 – переход от 3 к 4-й операции) нет необходимости накапливать детали на предыдущей операции. Достаточно передать одну деталь на последующую операцию и начать ее обработку без всякого опасения возможности возникновения простоя. В этом, как и в первом случае, передаточная партия устанавливается только из транспортных соображений.
Момент начала работы на каждой следующей операции (рабочем месте) определяется по графику или путем расчета минимальных смещений с.
Минимальное смещение с2 определяется разностью между длительностями предыдущей большей t2 и последующей меньшей операциями t3, а именно:
с2 = n * t2 – (n – nтр) * t3,
где nтр – величина передаточной (транспортной) партии, которая для второго случая сочетания длительности операций определяется из соотношения с1 / t1 (с1 – минимальное смещение первой операции), во всех остальных случаях – из условий удобства транспортировки.
Минимальное расчетное смещение включается в общую продолжительность производственного процесса Т при сочетании длительности операции, относящемся ко второму случаю. В первом и третьем случаях минимальное смещение устанавливается равным времени, необходимому для формирования передаточной партии.
Определяя общую продолжительность производственного процесса при параллельно-последовательном виде движения предметов труда, следует учитывать расчетную величину смещения Ес:
Тпл = Ес + n * tк,
где tк – длительность последней (конечной) операции в данном производственном процессе.
Пример. Определить общую продолжительность процесса обработки партии деталей при различных видах движения, если число деталей в партии n = 40, а время обработки одной детали (в мин) по операциям составляет: t1 = 1,5; t2 = 1,5; t3 = 0,5; t4 = 2,5; такт выпуска r = 2,5 мин.
А. В условиях последовательного вида движения деталей
Еt = t1 + t2 + t3 + t4 = 1,5 + 1,5 + 0,5 + 2,5 = 6,0;
Тпос = Et * n = 6,0 * 40 = 240 мин = 4 ч.
Б. В условиях параллельного вида движения деталей
Тпар = Et + r * (n – 1) = 6,0 +2,5 * (40 – 1) = 103,5 мин, или 1,725 ч.
В. В условиях параллельно-последовательного вида движения деталей
Тп.п = Ес + n * t = 65 + 40 * 2,5 == 165 мин == 2,7 ч.
Сначала следует определить величину Ес. Принимая размер передаточной партии, удобной для транспортировки, nтр = 10 шт., можно найти минимальные смещения по операциям:
с1 = nтр * t1 = 10 * 1,5 = 15 мин;
с2 = n * t2 – (n – nтр) * t3 = 40 * 1,5 – (40 – 10) * 0,5 = 45 мин;
с3 = nтр * t3 = 10 * 0,5 = 5 мин.
Для определения суммы смещений Ес необходимо знать число транспортных партий при передаче деталей со второй на третью операцию, которое будет равно
k = с2 / (nтр * t2) = 45 / (1,5 * 10) = 3;
тогда сумма смещений составит величину Ес = 15 + 45 + 5 = 65 мин.
Таким образом, применение параллельного и параллельно-последовательного видов движения предметов труда дает возможность сократить продолжительность производственного процесса, или, иначе, уменьшить производственный цикл изготовления предмета труда.
Мероприятия организационного порядка направлены на улучшение обслуживания рабочих мест инструментом, заготовками, улучшение работы контрольного аппарата, внутрицехового транспорта, складского хозяйства и т. д. Перестройка производственной структуры завода, цеха, например организация предметно-замкнутых производственных участков, способствующая уменьшению времени перерывов в производственном процессе за счет уменьшения времени межоперационного пролеживания и транспортировки, приводит к сокращению длительности производственного цикла; особенно значительный экономический эффект дает внедрение поточных форм организации производственного процесса.
Сокращение длительности производственного цикла представляет собой одну из наиболее важных задач организации производства на предприятии, от надлежащего решения которой в большой мере зависит его эффективная, рентабельная работа.
Сокращение длительности производственного цикла позволяет увеличить объем выпуска, ускорить оборачиваемость оборотных средств, увеличить сумму получаемой прибыли, повысить эффективность производства, а значит укрепить финансовое состояние предприятие.
Сократить длительность производственного цикла можно за счет следующих факторов:
| <== предыдущая страница | | | следующая страница ==> |
| Видами, марками и типоразмерами применяемых материалов. Число их достигает десятков (даже сотен) тысяч | | | За счет использования более рационального вида движения предметов труда в производственном процессе |
Дата добавления: 2014-04-10; просмотров: 590; Нарушение авторских прав

Мы поможем в написании ваших работ!