Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
ДЕТАЛЕЙ
Раздел 8. ОХРАНА ТРУДА ПРИ ВОССТАНОВЛЕНИИ
Таблица 7.1.5. Перечень технологического оборудования и оснастки для восстановления поршневых пальцев
Таблица 7.1.4. Перечень технологического оборудования и оснастки для восстановления шатунов
Рис.7.1.8. Схема расположения технологического оборудования и оснастки при восстановлении шатунов.
Позиции см.
в табл. 7.1.4
Из отделения мойки очищенные шатуны транспортируют на линию восстановления. После выпрессовки втулки и разборки на специальном стенде шатуны и крышки дефектуют.
Крышки шатуна с износом опорных поверхностей под гайку зенкуют на вертикально-сверлильном станке. Затем собирают шатун с крышкой; гайки (болты) затягивают динамометрическим ключом. Межцентровое расстояние, параллельность и перекос осей верхней и нижней головок шатуна контролируют на специальном приспособлении.
| Номер позиции на рис. 85 | Оборудование, оснастка | Тип, марка | Число единиц оборудования или оснастки на участке |
| Стеллаж | Собственного изготовления | ||
| Гидравлический пресс | П6324 | ||
| Установка для разборки шатунов | 16609.01.00.00 | ||
| Деревянная тара | Собственного изготовления | ||
| б | Верстак слесарный | ОРГ-1468-01-060А | |
| Вертикально-сверлильный станок | 2Н 125 | ||
| Стенд для сборки шатунов | 16609.02.00.00 | ||
| Стенд для завертывания гаек шатунных болтов | 16609.03.00.00 | ||
| Станок - вертикально-хонинговальный | 3Г 833 | ||
| Тумбочка для инструмента | ОРГ-1611 | ||
| Установка для фильтрации электролита | - | ||
| Заточной станок | I | ||
| Ванна для консервации | 04.04-084.00.000- | ||
| Выпрямитель | ВАКГ-1216-1800У4 | I | |
| » | ВАКГ-1216-620У2 | ||
| Монтажный стол | ОРГ-1468-01-090А | ||
| Опора | - | ||
| Аппаратный шкаф | - | ||
| Выпрямитель | ВАКГ-320-18ХЛ4 | ||
| Ванна для обезжиривания | 10581.04.00.00 | ||
| Ванна для горячей промывки | 10581.08.00.00 | ||
| Ванна для холодной промывки | 10581.08.00.00 | ||
| Ванна для анодного травления | 10581.03.00.00 | ||
| Ванна для железнения | |||
| Ванна для нейтрализации | 10581.05.00.00 | ||
| Сушильный шкаф | - | ||
| Электроталь | ТЭ 0,25-511 | ||
| Стеллаж для хранения подвесок | Собственного изготовления | ||
| Полировальное устройство | - | ||
| Расточной станок | 2706В | ||
| Вертикально-сверлильный станок | 2А 135 | ||
| Моечная машина | 16601.04.00.00 | ||
| Устройство тpaнcпopтное | 5631.17.00.000 | ||
| Автоператор | Т001.0004 |
Отверстие нижней головки шатуна перед железнением растачивают с целью исправления геометрических параметров изношенной поверхности. Шатуны, у которых изношены оба отверстия, растачивают на специальном расnочном станке, разработанном на базе станка 270БП.
Железнение отверстия нижней головки шатуна осуществляют на гальваническом участке линии, снабженном двумя автооператорами.
Технологический процесс железнения включает следующие операции: электрохимическое обезжиривание, анодное травление, железнение, нейтрализацию с последующими промывками после каждой операции.
Высушенные и демонтированные с подвески детали поступают на механическую обработку. После снятия дендритов и запрессовки втулки в верхнюю головку отверстие нижней головки подвергают хонингованию на вертикально-хонинговальном станке. Отверстие во втулке растачивают, а затем раскатывают. Восстановленные шатуны промывают, контролируют, комплектуют по массе и отправляют на консервацию и упаковку.
Восстановление поршневых пальцев. Анализ ремонтного фонда показал, что 90% поршневых пальцев ремонтопригодны, остальные 10%, имеющие сколы, трещины, риски и забоины, - подлежат выбраковке.
Основной дефект поршневых пальцев - износ по наружной поверхности на участках контакта с втулкой верхней головки шатуна и отверстиями в поршне; средний износ составляет 0,02 мм.
Способ устранения дефекта зависит от износа. Если размер изношенного пальца находится в пределах нормального допуска, то его перешлифовывают в низшую размерную группу. При больших износах поршневой палец подвергают раздаче и шлифуют до нормального размера.
На участках можно восстанавливать поршневые пальцы дизелей СМД-60, СМД-62, СМД-б4, СМД-14, ЯМ3-238 (240), А-41, А-01, Д-48, Д-65, Д-50, Д-240, Д-37.
Схема расположения оборудования на участке восстановления поршневых пальцев приведена на рис. 7.1.9, перечень технологического оборудования и оснастки дан в табл. 7.1.5.
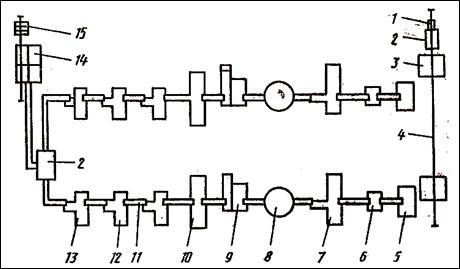
Рис. 7.1.9. Схема расположения технологическогo оборудования и оснастки при восстановлении поршневых пальцев. Позиции см. в табл. 7.1.5
| Номер позиции на рис. 86 | Оборудование, оснастка | Тип, марка | Число едиииц оборудования или оснастки на участке |
| 7, 10, 12, 13 | Роликовый конвейер Моечная машина Стол для дефектации Монорельс Питатель Установка для раздачи пальцев Бесцентрово-шлифовальный станок Вибрационная машина Круглошлифовальный автомат Ленточный конвейер Стол для выходного контроля Стол для упаковки | 5491.05.000 ОМ-6083 5401.02.000 Цеховой 5489.00.00.000 УГТР-00 ЗШ185, Л297С1, ЗШ184, ЗШ184Д ВМПВ-200А 33-151 5490.00.000 5401.02.000 70-7077-1001 |
На участке предусмотрен механизированный склад для хранения ремонтного фонда поршневых пальцев. На складе одновременно хранят не менее месячного запаса восстанавливаемых деталей, которые помещены в специальную тару, исключающую возможность механических повреждений пальцев вовремя хранения и транспортирования. Пальцы каждой марки имеют определенное место складирования.
Перед подачей на участок для восстановления поршневые пальцы сортируют. Тару с поршневыми пальцами, подлежащими хранению, краном-штабелером устанавливают в соответствующие ячейки стеллажей.
Детали, подлежащие восстановлению в данный период, автооператором перемещают на площадку моечной машины ОМ-1219А, где осуществляется мойка в моющем растворе МС-8 при 75-850С и ополаскивание в холодной воде.
Промытые пальцы поступают на участок входного контроля, где определяется пригодность их к восстановлению. Пальцы сортируются на две группы: пальцы, подлежащие восстановлению, и пальцы, подлежащие сдаче в металлолом.
Участок механической обработки представляет систему станков и агрегатов, установленных последовательно друг за другом в соответствии с технологическим процессом и связанных между собой транспортными средствами, обеспечивающими передачу обрабатываемой детали.
Операцию раздачи выполняют термопластическим способом на установке термопластической раздачи конструкции ВНПО «Ремдеталь». При раздаче происходит увеличение диаметра пальца, достаточное для компенсации износа и создания припуска на ошлифование. После раздачи пальцы поступают к питателю, затем на конвейер, который подает их к бесцентрово-шлифовальному станку ЗШ185 на первое обдирочное шлифование, после чего замеряют твердость пальцев на приборе ТК-2А.
Затем пальцы поступают в питатель, а от питателя подаются конвейером в вибрационную машину ВМПВ-200, где проводится зачистка торцов пальца от окалины и притупление острых кромок.
Наружные фаски полируют на приспособлении, разработанном ВНПО «Ремдеталь» и смонтированном на круглошлифовальном станке ЗМ151. После полирования наружных фасок пальцы по транспортеру попадают на бесцентрово-шлифовальные станки Л297Сl, ЗШ184 и ЗШ184Д на получистовое, чистовое шлифование и доводку.
После доводки пальцы проходят мойку и поступают на стол контролера, где их сортируют на группы по размеру и массе и укладывают в кассеты. С помощью автооператора кассеты с пальцами подают на консервацию, а затем на установку, где пальцы завертывают в ингибиторную бумагу и укладывают в картонные коробки.
Картонные коробки помещают в деревянные ящики, и упакованные пальцы направляют на склад готовой продукции. Автооператор возвращает пустую тару на участок контроля.
Улучшение условий труда. Производительность труда рабочих в значительной степени зависит от условий труда: микроклимата, освещенности, загазованности помещения, шума и т. д.
Микроклимат производственных помещений зависит от температуры и относительной влажности (замеряется соответственно термометром или термографом и гигрографом). Нормативы температуры, влажности и скорости движения воздуха в рабочей зоне приведены в табл. 8.1.
| <== предыдущая страница | | | следующая страница ==> |
| Шатунов двигателей СМД-14 (-) и ЯМ3-238 ИВ (- - -) | | | Тема. Гестози та їх профілактика |
Дата добавления: 2014-02-28; просмотров: 540; Нарушение авторских прав

Мы поможем в написании ваших работ!