Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Производство сантехнических и электротехнических узлов и изделий
Индустриализация строительства, повышение заводской готовности деталей, сложность инженерного оборудования требуют развития предприятий, которые выпускают различные заготовки, детали и узлы для монтажа технологического оборудования, трубопроводов, контрольно-измерительных приборов, средств автоматизации для выполнения санитарно-технических, электромонтажных, теплотехнических и других специальных видов работ.
Продукция предприятия монтажных и специализированных организаций очень разнообразна. Наибольший удельный вес составляют технологические металлоконструкции – 32% , а так же оборудование и заготовки.
Обеспечение монтажных работ индустриально изготовленными заготовками выполняется предприятиями смежных отраслей промышленности. При этом централизовано изготовляется более 40% изделий для монтажа, в т. ч. 35% на базовых предприятиях строительной индустрии и лишь 5% - на предприятиях других отраслей промышленности. Около 40% монтажных заготовок изготовляется непосредственно в процессе монтажа в небольших мастерских, которые не обеспечивают достаточный уровень механизации работ.
Сосредоточение производства технологических конструкций и заготовок для монтажных и специальных строительных работ на больших специализированных предприятиях позволяет снизить себестоимость продукции на 15 – 20%, снизить трудоемкость работ в 1,5 – 2 раза в сравнении с изготовлением их в условиях строительства.
В настоящее время действуют ряд типичных проектов специализированных предприятий монтажных заготовок: завод технологических металлоконструкций и узлов трубопроводов; завод электромонтажных заготовок; завод санитарно-технических монтажных заготовок; завод монтажных заготовок и др.
4.2.1. Предприятия по производству монтажных заготовок, узлов и деталей.
Производство унифицированных транспортабельных конструкций и изделий целесообразно сосредоточить на больших специализированных межрайонных заводах, а индивидуальные и негабаритные конструкции и монтажные узлы – на универсальных заводах с цеховой специализацией, размещенных в узлах сосредоточенного строительства.
Технология и организация производства технологических металлоконструкций и узлов трубопроводов приведена на примере завода, рассчитанного на выпуск 18 тыс. т технологических металлоконструкций и 4 тыс. т узлов трубопроводов в год.
Технологическая схема производства металлоконструкций и узлов трубопроводов включает:
1. Склад сырья с участком первичной подготовки металла, где выполняются такие технологические операции
- разгрузка и сортировка металла;
- правка, чистка и резка металла.
2. Заготовительное отделение, где выполняются операции
- механическая обработка металла и изготовление отдельных деталей;
- промежуточный накопительный склад.
3. Сборочное отделение, где выполняется сборка и сварка технологических конструкций и узлов трубопроводов.
4. Малярное отделение, где осуществляется окрашивание и комплектация готовых изделий.
5. Склад готовой продукции, где происходит подготовка к отправке и погрузка на транспортные средства.
В состав типового предприятия входят: производственный корпус; материальный склад; кислородно-распределительная установка со складом кислородных баллонов; административно-бытовой корпус.
Технологический процесс изготовления продукции выполняется в следующей последовательности. Профильный и листовой металл, трубы и другие материалы складируют на открытой площадке, оборудованной консольно-козловым краном, где выполняется сортировка, правка и очистка металла.
Затем металл направляют в подготовительное отделение, где выполняют его разметку и резку, а также первичную обработку – гнутье, сверление отверстий и другое. Для механической резки металла применяются листовые и комбинированные ножницы, газорезательные автоматы и полуавтоматы, для гнутья – листогибочные вальцы и прессы.
Изготовленные детали поступают на промежуточный склад, где они комплектуются и по необходимости выдаются в сборочное отделение. Сборка технологических металлоконструкций и трубных заготовок выполняется на стендах и манипуляторах, оборудованных полуавтоматами для сварки металла в среде защитных газов и под слоем флюса.
Окрашивание и сушка изготовленных конструкций и деталей выполняется в малярном отделении. Стальные трубы, которые применяют при монтаже электрооборудования, средств автоматизации и связи поддают дополнительной химической очистке и окрашиванию на специальном оборудовании.
После окрашивания и сушки изделия комплектуются и отправляются на склад готовой продукции.
4.2.2. Предприятия по производству монтажных санузлов. Основы технологии, их структура, вспомогательные цеха и службы.
Одним из основных видов санитарно-технических блоков являются цельноформованные железобетонные санитарно-технические кабины.
Ненесущая цельноформованная железобетонная санитарно-техническая кабина представляет собой объемный элемент с потолком и для раздельных кабин перегородкой. Санитарно-технические кабины выпускают отделанными и полностью укомплектованными санитарно-техническим и электротехническим оборудованием и столярными изделиями (рис. 1).
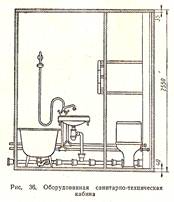
Рис. 1.
Цельноформованный блок состоит из стен и днища, которые формируются одновременно. Перегородка и плиты потолка могут быть тонкостенными железобетонными, а также изготовляться из других материалов. Соединение этих элементов со стенками блока кабины выполняется сваркой закладных деталей.
Блоки изготовляют в специальных объемно-формировочных установках (рис. 2), которые состоят из внешних щитов, которые шарнирно соединены с поддоном, и вибровкладыша, который снимается. Железобетонные перегородки и плиты потолка изготовляют в кассетах.
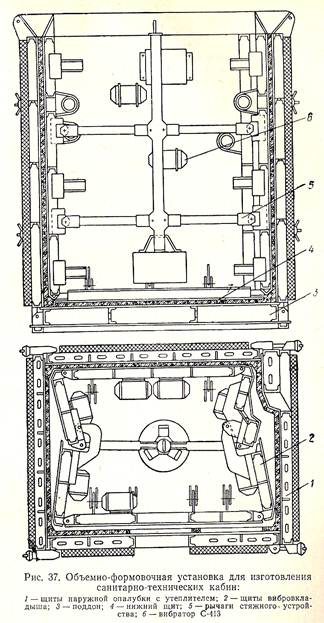
Рис. 2.
Для изготовления блоков используют подвижные смеси с осадкой конуса 7 – 11 см. Устанавливаются в рабочее положение внешние щиты и в форму опускается вибровкладыш. После сборки формы подается смесь.
Тепловая обработка (4 – 5 часов) выполняется путем подачи пара в паровые отсеки внешних щитов и поддона. После тепловой обработки блок транспортируется к зоне отделки и комплектации.
Производство санитарно-технических кабин размещается в формировочном цехе или в отделениях отделки и комплектации.
Между формировочными постами и началом конвеерных линий должна предусматриваться передконвеерная зона. Площадь этой зоны рассчитывается на расположение запасов блоков кабин и комплектующих железобетонных изделий, которые необходимы для обеспечения ритмичной работы конвеерных линий. Следует также предусматривать проходы и проезды между изделиями.
На рис. 3 показаны схемы компоновок цеха пролетом 18 м санитарно-технических кабин для домостроительного завода производительностью 140 тыс. м2 жилой площади в год.
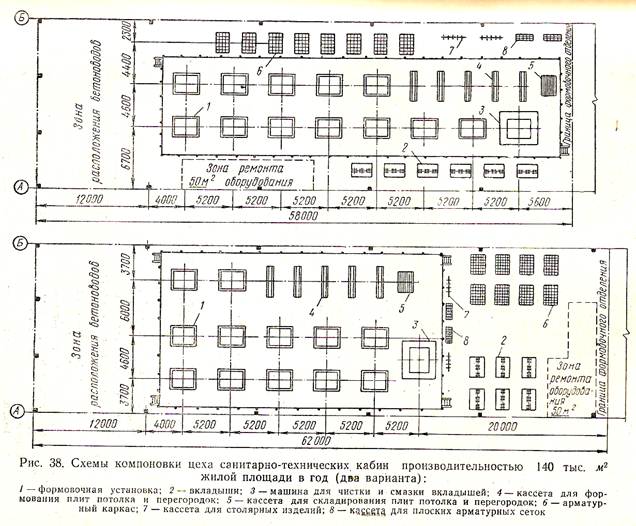
Рис. 3.
При производстве санитарно-технических кабин используют формовочную установку методом подвижных щитов. Отличие установки заключается в том, что форма конструктивно отделена от формовочного агрегата и смонтирована на транспортной тележке. Она состоит из сердцевины, поддона и четырех внешних щитов, которые шарнирно закреплены внизу на раме тележки.
Независимость формы от формовочного агрегата позволяет организовать процесс изготовления санитарно-технических кабин по конвеерной схеме. Производительность формовочной установки путем вынесения подготовительных работ и тепловой обработки на другие посты технологической линии увеличивается. Решается также задача создания универсальной формовочной установки для изготовления санитарно-технических кабин разного типоразмера. Бетонирование осуществляется в два этапа – формование плиты пола в горизонтальном положении и формование стен кабины. Технологическая схема работы установки показана на рис. 4.
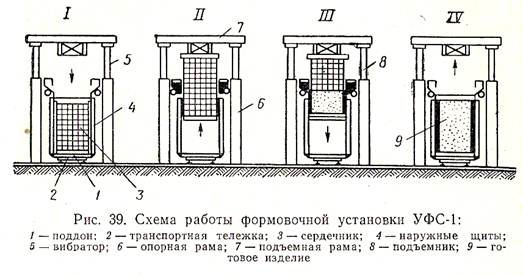
Рис. 4.
4.3. Производство строительных материалов из местного сырья.
4.3.1. Характеристика отходов горно-рудной и металлургической промышленности.
Интенсивное развитие промышленности и связанное с этим увеличение объемов выхода и складирования отходов основных производств, загрязнение окружающей среды, необходимость использования под отходы промышленности плодородные земли выдвигают на первый план вопросы, связанные с полной переработкой и дальнейшим использованием отходов промышленности. В основном они представляют собой материалы, которые являются полуфабрикатами или исходными компонентами других производств. Например, в металлургической отрасли ежегодный выход металлургических шлаков достигает: 44% - доменных, 17% - сталеплавильных, 150% - ферросплавных от объемов производства металлов и сплавов. В то же время металлургические шлаки являются ценным продуктом для производства строительных материалов.
| <== предыдущая страница | | | следующая страница ==> |
| Криптосистемы с открытыми ключами. Тестирование чисел на простоту и выбор параметров RSA | | |
Дата добавления: 2014-10-10; просмотров: 749; Нарушение авторских прав

Мы поможем в написании ваших работ!