Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Обработка черновых заготовок
Черновыми называют заготовки, имеющие припуск на усушку, строгание и торцовку. Чистовыми – заготовки, обработанные применительно к заданным размерам, имеющие базисные поверхности, расположенные под прямым углом одна к другой.
Черновые заготовки получаются в результате раскроя пиломатериалов и имеют в общем случае неправильную форму. У досок и брусков наблюдается поперечное и продольное коробление. Для надлежащей обработки деталей необходимо в первую очередь придать заготовке совершенно правильную форму, точные размеры и гладкую поверхность. Для этого необходимо выполнить следующие технологические операции: создание чистовых баз, обработка в размер по сечению и чистовое торцевание.
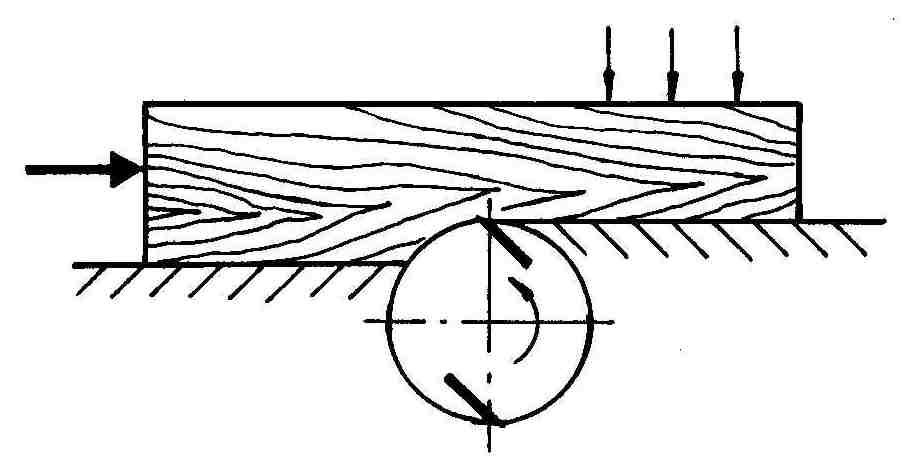 Точная обработка возможна только при наличии у заготовок чистовых баз, при помощи которых они могут быть точно установлены на станке для обработки. Для создания у заготовок чистовых базовых поверхностей пользуются в основном фуговальными станками (рис. 10.11). Фуговальные станки могут быть одно- и двухсторонними.
Точная обработка возможна только при наличии у заготовок чистовых баз, при помощи которых они могут быть точно установлены на станке для обработки. Для создания у заготовок чистовых базовых поверхностей пользуются в основном фуговальными станками (рис. 10.11). Фуговальные станки могут быть одно- и двухсторонними.
Рис. 10.11 Схема работы фуговального станка
На двухсторонних фуговальных станках обрабатывают одновременно две смежные стороны заготовки, расположенные под прямым углом друг к другу. Целью обработка на фуговальных станках – создание одной или двух смежных базовых поверхностей с получением между ними прямого или заданного угла. Нормальная заготовка полностью фугуется в среднем за два прохода. Толщина снимаемого слоя древесины – 1,5…2 мм.
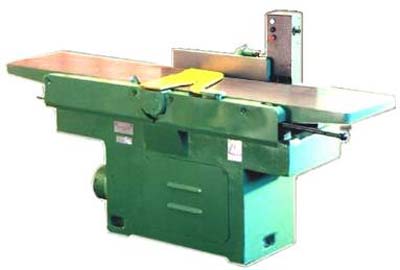 Фуговальные станки c ручной подачей малопроизводительны, поэтому для фугования широких пластей крупных заготовок можно применять механическую подачу. Применяются следующие марки станков: СФ4-1Б (Россия) (рис. 10.12), Robland XSD-310 (Бельгия), ROJEK SD-B-510, ROJEK RFS410 (Чехия) (рис. 10.13), GRIGGIO COPMACT PF 41 (Италия) и др.
Фуговальные станки c ручной подачей малопроизводительны, поэтому для фугования широких пластей крупных заготовок можно применять механическую подачу. Применяются следующие марки станков: СФ4-1Б (Россия) (рис. 10.12), Robland XSD-310 (Бельгия), ROJEK SD-B-510, ROJEK RFS410 (Чехия) (рис. 10.13), GRIGGIO COPMACT PF 41 (Италия) и др.
Рис. 10.12 Односторонний фуговальный станок с ручной подачей СФ4-1Б

Рис. 10.13 Фуговальный односторонний
станок ROJEK RFS410
Чтобы обработать заготовку в размер по толщине, необходимо отфуговать ее вторую сторону, параллельную первой и расположенную от нее на определенном расстоянии. Такая обработка может быть выполнена по схеме: заготовка базируется обработанной стороной на плоскости и при поступательном движении на ножевой вал, расположенный на другой плоскости, параллельной первой, обрабатывается вторая сторона заготовки.
Чтобы обработать заготовку в размер по толщине и создать у нее параллельность сторон, применяются рейсмусовые станки (рис. 10.14).
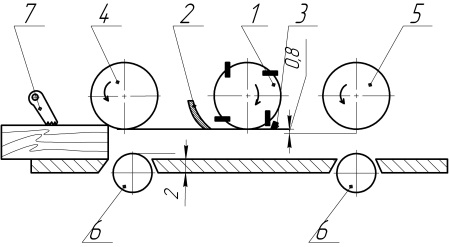
Рис. 10.14 Схема работы рейсмусового станка:
1 – ножевой вал; 2 – стружколоматель; 3 – прижимная колодка; 4 – подающий рифленый валик; 5 – подающий гладкий валик; 6 – опорные валики; 7 – когтевая завеса
 Наиболее широко распространены в промышленности односторонние рейсмусовые станки марок СР6-10 (Россия), СР8-2, ВЗ-350 (Беларусь), D-510 и D 630 фирмы ROBLAND (Бельгия), Griggio PS 43 (Италия) (рис. 10.15) и др. Также существуют двусторонние рейсмусовые станки С2Р8-2 и PRJG30 фирмы ROBLAND (Бельгия) и др. Последний снабжен предохранительным микровыключателем, индикатором размера заготовок, аспирационным колпакам, магнитной системой установки ножей, дробилкой отходов на подаче и выходе, цифровым программным управлением.
Наиболее широко распространены в промышленности односторонние рейсмусовые станки марок СР6-10 (Россия), СР8-2, ВЗ-350 (Беларусь), D-510 и D 630 фирмы ROBLAND (Бельгия), Griggio PS 43 (Италия) (рис. 10.15) и др. Также существуют двусторонние рейсмусовые станки С2Р8-2 и PRJG30 фирмы ROBLAND (Бельгия) и др. Последний снабжен предохранительным микровыключателем, индикатором размера заготовок, аспирационным колпакам, магнитной системой установки ножей, дробилкой отходов на подаче и выходе, цифровым программным управлением.
Рис. 10.15 Односторонний рейсмусовый станок Griggio PS 43
Высокая производительность при обработке заготовок с трех-четырех сторон получается на четырехсторонних строгальных станках (рис. 10.16). Наиболее распространены станки марок С16-4А, С20-2М, С25-2А (Россия), Weinig UNIMAT 23 EL (рис. 10.17), Weinig PROFIMAT-26S (Германия) и др. Эти станки имеют механическую подачу (вальцовую или гусеничную) и не менее четырех ножевых валов: два горизонтальных (верхний и нижний) для обработки пластей и два вертикальных – для обработки кромок заготовки. Большое распространение стали получать станки, сочетающие в себе фуговальный и четырехсторонний фрезерный.
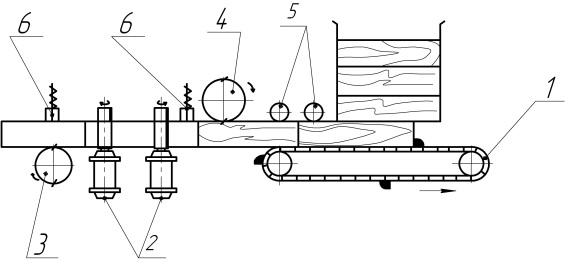
Рис. 10.16 Схема четырехстороннего продольно-фрезерного станка:
1 – цепной конвейер; 2 – вертикальные ножевые головки; 3 – нижний ножевой вал; 4 – верхний ножевой вал; 5 – подающие валики; 6 – прижимы

Рис. 10.17 Четырехсторонний станок Weinig UNIMAT 23 EL
Обработка прямолинейных заготовок может быть выполнена на разных станках с различной точностью и с различной производительностью. При выборе варианта технологического процесса обработки следует ориентироваться на самые производительные станки, учитывая требуемую точность обработки.
Наиболее точная обработка будет получена по варианту 1, так как средняя точность обработки на фуговальном станке с последующей обработкой на рейсмусовом станке выше, чем у четырехсторонних фрезерных станков. Менее точная обработка будет по варианту 2, а еще менее – по варианту 4.
Торцевание заготовок производится для придания детали точной длины и для получения плоскостей достаточно ровных и расположенных перпендикулярно или под определенным углом к боковым граням (рис. 10.18, 10.19). Для этой цели применяются круглопильные торцовочные станки с одним, двумя или несколькими пильными дисками марок СТ - 404 (Россия), STROMAB TR 450 (рис. 10.19) и TR 600 (Италия).
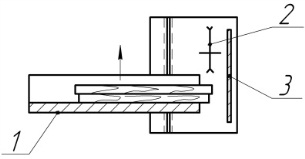
Рис.10.18 Схема торцевания заготовок на станке с кареткой:
1 – каретка с линейкой и упором; 2 – пила;
3 – направляющая линейка
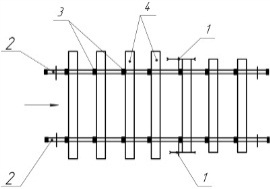
Рис. 10.19 Схема двухстороннего торцовочного станка:
1 – пилы; 2 – конвейерная цепь; 3 – упоры; 4 – заготовки

Рис. 10.19 Торцовочный станок
STROMAB TR-450
При больших объемах производства брусковых деталей целесообразно использовать высокопроизводительные автоматические линии, например автоматический торцовочный станок DIMTER OPTICUT S50 (Германия) (рис. 10.20).
Для обработки брусковых деталей применяются высокопроизводительные линии МОБ-1, ОК-508, ОК-503 (Россия) и угловые центры UNICONTROL 6 (рис. 10.21) и UNICONTROL 10 (Германия). Угловые центры предназначены для выполнения всего комплекса операций по изготовлению оконных рам с различными размерами и профилями. Станки этого класса отличаются не только высокой производительностью, но и хорошим качеством изделий, а также быстрой переналадкой агрегата.

Рис. 10.20 Универсальная торцовочная установка DIMTER OptiCut S50

Рис. 10.21 Угловой центр Unicontrol 6 WEINIG
| <== предыдущая страница | | | следующая страница ==> |
| Изготовление облицовок из шпона строганого | | | Калибрование заготовок щитов из древесностружечных плит |
Дата добавления: 2014-10-14; просмотров: 964; Нарушение авторских прав

Мы поможем в написании ваших работ!