Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Режущий инструмент, приспособления
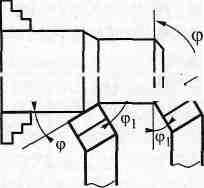
В практике токарной обработки цилиндрических и торцовых поверхностей резцы наиболее распространены токарные проходные отогнутые резцы, позволяющие обрабатывать поверхности заготовок, расположенные вблизи кулачков патрона. Используются они как для продольного точения, так и для поперечного
Токарные проходные отогнутые резцы
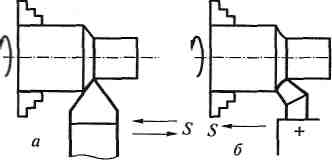
Токарные проходные прямые резцы предназначены для продольного обтачивания. При точении в обычном направлении применяют правые резцы, при точении в направлении от передней бабки к задней —левые .
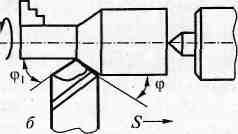
Проходные резцы: а — правый; б— левый
Токарные проходные упорные резцы применяются при продольном обтачивании и одновременном подрезании торцовых поверхностей уступов При развороте резца в резцедержателе на некоторый угол его можно использовать и для торцового обтачивания.
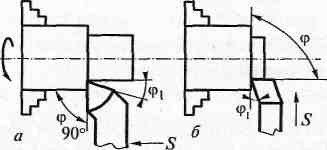
Проходные упорные резцы
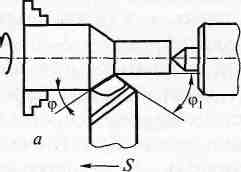
Токарные подрезные торцовые резцы используют для подрезания торцовых поверхностей при закреплении заготовок в патроне или на оправке без поджима центром задней бабки. Отогнутая головка таких резцов дает возможность подрезания торцов в труднодоступных местах — в тех случаях, когда приходится вплотную подводить резец к патрону
Токарный подрезной торцовой резец 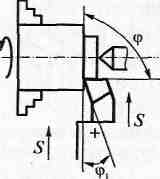
Токарные проходные чистовые резцы для чистового обтачивания с малой подачей отличаются от обычных главным образом большим радиусом закругления r= 2—5 мм. Для обтачивания открытых мест обычно применяют прямые резцы, работающие в обе стороны, т.е. как правые, так и левые. Для обтачивания труднодоступных мест пользуются отогнутые резцы
Чистовые резцы: а — прямой; б— отогнутый
Установка резца в резцедержателе оказывает влияние на качество обработки цилиндрической и торцовых поверхностей. Например, при большом вылете резец при работе вибрирует и в результате обработанная поверхность получается негладкой, со следами вибрации. Поэтому необходимо, чтобы выступающая из резцедержателя часть резца была по возможности не более 1,5 раз высоты его стержня.
В большинстве случаев рекомендуется устанавливать вершину резца по высоте центров станка, причем особенно важно соблюдать это требование при подрезании торцов. При установке резца по высоте применяют подкладки (не больше двух), помещая их под всей опорной поверхностью резца. Подкладки представляют собой плоские стальные пластины длиной от 150 до 200 мм. Для проверки положения вершины резца по высоте центров его вершину подводят к одному из предварительно выверенных центров (например, к центру, закрепленному в панели задней бабки). Закрепление резца в резцедержателе производят тугой затяжкой болтов. При черновом точении наружной поверхности, когда действует большая сила резания, допускается устанавливать резец выше линии центров, но не более чем на 1/100 диаметра заготовки.
Правила безопасной работы
При выполнении операций продольного точения в процессе токарной обработки заготовки:
1. не допускать превышения выступающей длины заготовки из патрона сверх определенного предела (L/d < 6);
2. не работать с большим зазором в винте поперечного суппорта, это может привести к поломке резца;
3. не работать с упорными центрами при больших скоростях резания, применять вращающиеся центры;
4. не устанавливать большие глубины резания и подачи; в тех случаях, когда обтачиваются тонкие и длинные заготовки, установленные в центрах;
5. не выполнять обтачивание заготовки при выступающих из корпуса патрона кулачках (или одного кулачка);
6. быть особенно внимательным при обтачивании заготовки вблизи кулачков патрона, так как при случайном ударе резца о кулачки возможно травмирование токаря.
| <== предыдущая страница | | | следующая страница ==> |
| ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ | | | ОБРАБОТКА ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ |
Дата добавления: 2014-05-28; просмотров: 422; Нарушение авторских прав

Мы поможем в написании ваших работ!