Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Тема 9.1. Методика проектирования участков
Проектирование механического (сборочного) участка цеха ведется на основании задания на проектирование.
Исходными данными для проектирования, кроме чертежа изделия (изделий) являются:
1. Годовая программа выпуска изделия (детали).
2. Режим работы (количество смен) участка, цеха, предприятия с годовым фондом рабочего времени.
Выполняя технологический проект участка цеха, технолог, понимая назначение детали (в сборке, узле), оптимально/экономично назначает/выбирает заготовку и проектирует технологический процесс изготовления изделия с привязкой к конкретному оборудованию с необходимой оснасткой (приспособления, режущий и мерительный инструмент) и расчетом норм на операции. В основном, проектирование участков не предусматривает строительство и введение новых производственных площадей.
Рассчитав время изготовления (Тшк – штучно-калькуляционное) по операциям, определяют число необходимых станков по этим операциям:
 ,
, (мин) – такт выпуска изделия,
(мин) – такт выпуска изделия,
где П – годовая программа выпуска изделия, шт.
Fq – действительный годовой фонд времени работы оборудования (станков), мин.
Характеризуя загрузку станков по времени выполнения программы выпуска изделия, пользуются коэффициентом загрузки оборудования:

где Ср – расчетное количество станков,
Сп – принятое количество станков.
Коэффициенты загрузки рекомендуют принимать:
1. Для единичного и мелкосерийного производства — Кз ≥ 0,8…0,9.
2. Для серийного производства — Кз ≥ 0,75…0,85.
3. Для крупносерийного и массового производства — Кз ≥ 0,65…0,77
Расположение оборудования.
Расположение оборудования на участках компонуют с учетом экономии производственных площадей, но их планировку не затесняют, соблюдая соответствующие нормы.
Основной принцип, который соблюдают при планировке — прямоточность движения заготовки в процессе обработки по технологическому процессу и установление минимальных расстояний между станками и последних с элементами зданий согласно утвержденным нормам.
Металлорежущие станки могут также располагаться по их типам (токарные, сверлильные, фрезерные, шлифовальные и др.) — характерно для мастерских, единичного производства и производства небольших по массе (малогабаритных) деталей.
В единичном и мелкосерийном производствах, а также во вспомогательном производстве (инструментальное, нестандартное, ремонтное и др.) широко применяют смешанное расположение станков (станки сгруппированы по типам, а группы последовательны по ведущим технологическим процессам).
В планировках участков всегда стараются отделить (удалить) точное оборудование (алмазные, шлифовальные, доводочные, координатно-расточные станки и др.) от оборудования, создающего вибрации или сотрясения (фрезерные, строгальные, долбежные, протяжные станки, пресса, молоты и др.), при этом станки, работающие абразивным инструментом или обрабатывающие хрупкие (пылящие) материалы (чугун, бронза и др.) также стремятся обособить от иного точного оборудования или обеспечить обработку с СОЖ.
Станки, которые при работе способны отбрасывать далеко стружку (фрезерные, плоскошлифовальные) располагают так, чтобы основные потоки стружки не попадали на другие рабочие места и проходы (проезды), иногда для этого используют дополнительные щиты и ограждения.
Нормы на расстояния между станками и последних с элементами зданий
Нормы на расстояния между станками и последних с элементами зданий зависят не только от габаритов станков (чем больше габариты, тем больше и нормы), но и от характера расположения станков: по фронту, по тылу, при поперечном расположении к проезду (в затылок, фронтом друг к другу с одним или двумя рабочими, от стен или колонн до фронта, тыла или бока).
↓ Тыл
Бок →
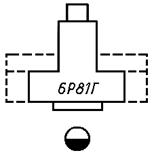
←Бок
↑ Фронт
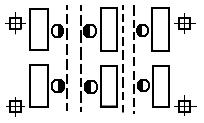
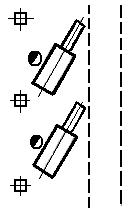
Нормы на расстояния даются от максимально выступающих частей станка (столы, а иногда и консоли, выдвижные щиты, открывающиеся крышки и др. – которые на планировках указывают пунктирными линиями).
Эти расстояния призваны обеспечивать безопасные прохождения рабочего и обслуживающего персонала в реальных условиях производства.
Подобные нормы существуют и для сборочных столов, слесарных верстаков, проходов и проездов и др.
| <== предыдущая страница | | | следующая страница ==> |
| Тема 8.4. Оборудование сборочных цехов | | | Тема 9.2. Планировка оборудования и рабочих мест в цехе |
Дата добавления: 2014-03-04; просмотров: 400; Нарушение авторских прав

Мы поможем в написании ваших работ!