Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Бланширования фруктов и овощей
Общее устройство и принцип действия машин для ошпаривания и
ВОПРОС № 29
Предварительная тепловая обработка пищевого сырья производится в горячей воде, водяных растворах поваренной соли, щелочи, кислоты, а также в среде водяного пара путем соприкосновения с поверхностью нагрева.
Ошпаривание – предварительная обработка паром с целью размягчения тканей плодов и овощей перед протиранием при изготовлении пюре, повидла и продуктов детского питания.
Бланширование – кратковременная тепловая обработка паром, горячей водой, горячим раствором соли или кислоты овощей, картофеля и фруктов до температуры нагрева 85…96 °С с немедленным последующим охлаждением холодной водой.
Для предварительной тепловой обработки фруктов и овощей предназначены ошпариватели и бланширователи различных конструкций.
Шнековый ошпариватель(рис. 15.34) применяется для разваривания косточковых (вишня, абрикосы) и семечковых (яблоки) плодов. Достоинством ошпаривателя является непрерывность процесса, поэтому за сравнительно короткий отрезок времени (4…5 мин) плоды хорошо размягчаются. Однако при этом весь конденсат в аппарате смешивается с продуктом и разжижает его.
Шнековый ошпариватель состоит из одного или двух металлических желобов, расположенных один над другим и закрытых сверху герметическими крышками. В каждый желоб помещен шнек с полым валом, в котором имеются отверстия диаметром 5 мм. Продукт, подлежащий шпарке, загружают в бункер 1. Далее вращающийся шнек 2 перемещает его к противоположному концу желоба, откуда он по соединительному рукаву 3 попадает в нижний желоб и перемещается к выгрузочному лотку 4. Пар в полые валы подается по паропроводу 5.
Барабанные бланширователи (рис. 15.37) содержат установленный на корпусе 7 вращающийся барабан 3, который опирается на ролики 6 стальными кольцами 2. Барабан 3 изготовлен из листовой стали с отверстиями по поверхности (диаметр отверстий 3…4 мм).
При вращении барабана продукт с помощью спирали 4 перемещается в горячей воде от места загрузки в загрузочный бункер 1 к месту выгрузки. Продолжительность бланширования регулируется частотой вращения барабана. В месте выгрузки продукта спираль заканчивается лопастями, захватывающими продукт и выбрасывающими его в разгрузочный желоб 5.
При частоте вращения барабана 3,5 мин–1, производительность бланширователя, например по зеленому горошку, составляет 0,7…0,84 кг/с при потребной мощности 1,5 кВт.
Недостатками бланширователя являются: отсутствие устройств, автоматически регулирующих и поддерживающих требуемую температуру воды; неудобство очистки отверстий в барабане; механические повреждения продукта при выгрузке из барабана, увеличивающие потери, особенно когда толщина слоя продукта в барабане увеличивается.
Барабанный бланширователь имеет разъемный барабан, укрепленный на горизонтальном валу. Верхний кожух аппарата при необходимости чистки барабана поднимается с помощью исполнительного механизма. Бланширователь снабжен терморегулятором, поддерживающим заданную температуру воды. Вариатор частоты вращения барабана позволяет менять время бланширования с 1,5 до 12 мин (90…720 с).
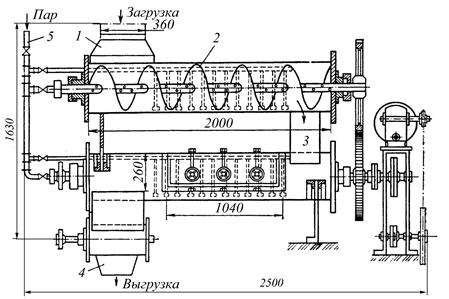
Рис. 15.34. Шнековый ошпариватель
Рис. Барабанный бланширователь
ВОПРОС № 30++
| <== предыдущая страница | | | следующая страница ==> |
| Протирочные машины. Назначение, принцип действия, особенности эксплуатации | | | Общее устройство и принцип действия автоклавов |
Дата добавления: 2014-03-21; просмотров: 1011; Нарушение авторских прав

Мы поможем в написании ваших работ!